What Is the Waste of Waiting in the Toyota Production System?
The waste of waiting (手待ちのムダ, temate no muda) in the Toyota Production System is idle time when an operator cannot advance the process — and Toyota considers it the most useful form of waste because it is the easiest to see.
The waste of waiting in the Toyota Production System is idle time when an operator cannot advance the process. The Japanese term is temate no muda (手待ちのムダ) — literally “hand-waiting waste.” The operator’s hands are empty. The process is not moving forward.
Waiting is one of seven wastes in TPS, and understanding it requires the foundational distinction between work and waste that Toyota teaches first. Toyota maps waiting to the “Delay” symbol (D) in the ASME flow process chart — one of five waste categories that trace directly to Industrial Engineering process analysis standardized in 1947. But Toyota teaches something about waiting that no IE textbook does: waiting is not just one waste among seven. It is the diagnostic form — the one you want to see, because it is the easiest to detect and the hardest to hide.
- An operator standing idle at a machine is obviously waiting — anyone walking the floor can see it
- An operator filling idle time by producing unnecessary parts looks busy — the waste is invisible
- Toyota’s meta-principle: convert all other wastes into visible waiting first, then eliminate the waiting
This inversion — wanting to see waiting rather than hide it — is central to how Toyota actually uses the seven wastes in practice.
What does “hand-waiting” mean?
手待ち (temate): Literally “hand-waiting.” The character 手 means hand; 待ち means waiting. The term describes an operator whose hands have nothing to do — standing at a machine watching it cycle, or waiting for material that has not arrived. English lean literature typically translates this as simply “waiting,” which loses the physical specificity of the original Japanese term.
Toyota’s internal TPS instruction manuals define temate waste as: “waste that occurs when a machine is processing automatically and the operator merely stands watching over it, or when the operator wants to work but cannot because the machine is running and there is nothing for the hands to do.”
The definition is narrow and concrete. It is not about meetings running long or emails going unanswered. It is about an operator on a production floor with idle hands while a machine cycles.
How does Toyota eliminate waiting? The three-machine example
The training materials’ centerpiece example for waiting waste is a three-machine sequential operation. Before improvement, three operators each stand at one machine — machines (A), (B), and (C). Each operator loads a part, presses the start button, then stands idle while the machine processes automatically. The operators want to work but cannot. Their hands are waiting.
 Waiting waste: the operator at Station A stands idle with arms crossed while waiting for parts or a machine cycle to complete.
Waiting waste: the operator at Station A stands idle with arms crossed while waiting for parts or a machine cycle to complete.
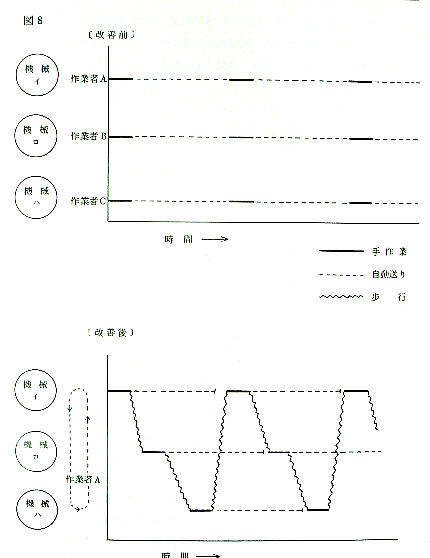 Figure 8 from Toyota’s internal TPS training manual. Top (before): three operators each tending one machine, with extensive idle time during automatic cycles. Bottom (after): one operator runs all three machines in sequence, eliminating two operators’ worth of waiting waste. Solid lines = manual work, dashed lines = automatic feed, wavy lines = walking.
Figure 8 from Toyota’s internal TPS training manual. Top (before): three operators each tending one machine, with extensive idle time during automatic cycles. Bottom (after): one operator runs all three machines in sequence, eliminating two operators’ worth of waiting waste. Solid lines = manual work, dashed lines = automatic feed, wavy lines = walking.
The countermeasure: one operator runs all three machines in sequence. Operator A loads a part into machine (A), presses the start button, then walks to machine (B). While machine (A) processes automatically, the operator loads machine (B) and starts it. Then the operator moves to machine (C), loads it, starts it, and returns to machine (A). When the operator arrives back at machine (A), the automatic cycle has finished and the machine is ready for the next part. The operator begins immediately — no waiting.
This eliminates two operators’ worth of waiting waste. The key design constraint is that the total manual work time plus walking time across all three machines must fit within one machine’s automatic cycle time. The work combination sheet is the tool that makes this calculation visible.
What is the work combination sheet and how does it expose waiting?
The work combination sheet (標準作業組合せ票) is Toyota’s diagnostic instrument for waiting waste. It maps three types of time for each step in an operator’s cycle:
- Manual time (手作業時間) — drawn as a solid line: the seconds the operator’s hands are engaged (loading, unloading, pressing start)
- Walking time (歩行時間) — drawn as a wavy line: the seconds spent moving between machines
- Automatic machine time (自動送り時間) — drawn as a dashed line: the seconds the machine processes on its own
A vertical red line marks the takt time — the pace at which one unit must be completed to match customer demand. Every element is plotted against this line on a time axis.
When the operator’s manual work and walking time end before the red line, the gap is visible waiting. The sheet makes it impossible to hide. A supervisor reviewing the sheet sees exactly how many seconds of waiting exist in each cycle and where they occur.
The work combination sheet is not a paperwork exercise. It is a visual tool that exposes the gap between what the operator does and what takt time requires. That gap is either waiting (visible waste) or unauthorized work filling the gap (hidden waste — usually overproduction).
Why does Toyota convert all wastes into visible waiting first?
This is the meta-principle that most discussions of waiting waste miss entirely, and it appears directly in the Toyota training materials:
“Of the four types of waste, the easiest to understand is hand-waiting. For example, if one minute of waiting occurs every cycle within a three-minute takt time, the supervisor, the operator, and upper management can all see that there is excess capacity. But if that one minute is filled with motion that looks like work — transporting, extra processing — it becomes harder to recognize. And if that one minute is used to process the next part ahead of schedule, whether it is waste becomes completely invisible to everyone.”
The materials continue: “Therefore, all types of waste must be converted to hand-waiting. This makes countermeasures comparatively easy.”
Toyota’s three mechanisms for making this conversion:
- Standardized work — define exactly what each operator does in each cycle and enforce it. No freelancing. If the defined work takes less than takt time, the remainder appears as visible waiting.
- Kanban — prevent work from advancing ahead of schedule. An operator without a kanban authorization cannot produce, so excess capacity appears as idle time rather than overproduction.
- Defined work zones on conveyor lines — mark where each operator’s territory begins and ends. If an operator finishes early and reaches the boundary, the early finish is visible rather than hidden by creeping into the next station’s work.
This is why overproduction and waiting are inversely related in TPS. Overproduction hides waiting. The entire system is designed to prevent overproduction so that idle capacity surfaces as waiting — where it can be seen, measured, and addressed.
What is the difference between machine waiting and operator waiting?
These are distinct problems with different causes and different countermeasures.
Operator waiting on a machine: The operator has finished manual work and the machine is still cycling. This is the three-machine example — the countermeasure is multi-machine operation, where the operator uses the machine’s cycle time to work on other machines.
Operator waiting on material: Parts from the upstream process have not arrived. The operator is ready but has nothing to load. This is a flow problem — the countermeasure involves leveling production, improving upstream reliability, or adjusting standard in-process stock between operations.
Machine waiting (starved): The machine is idle because no operator is available to load it, or because upstream material has not arrived. Machine waiting is not temate — it is equipment idle time. The countermeasure depends on the cause: if the operator is assigned too many machines, reduce the multi-machine count; if material flow is the issue, address the supply chain.
Toyota treats these differently because the root causes are different. Operator waiting on a machine is a work design problem. Operator waiting on material is a flow problem. Machine waiting is a capacity allocation problem. Lumping them together as “waiting waste” — as most lean sources do — obscures the countermeasure.
What is kara-ugoki and why does it matter?
空動き (kara-ugoki): Literally “empty movement” or “idle motion.” Motion that looks like work but accomplishes nothing — the operator is moving, but the process is not advancing.
The manual notes that kara-ugoki — motions that do not need to be performed — should also be considered alongside waiting waste. This is significant because it identifies a category that falls between waiting and motion waste. The operator is not standing still (which would be visible waiting) and is not performing value-added work. The operator is busy doing something unnecessary.
Kara-ugoki is what happens when an operator fills idle time with activity that is not part of the standard work — rearranging parts, wiping down a clean surface, walking to check something that does not need checking. It looks productive to a casual observer. It is functionally equivalent to waiting but harder to detect. This is precisely why standardized work must define what the operator does and does not do in each cycle.
How do takt time and line balancing relate to waiting?
Takt time is the reference frame that defines whether waiting exists. Without takt time, there is no way to distinguish between an operator who is appropriately paced and one who has excess capacity.
If takt time is 60 seconds and an operator’s manual work takes 45 seconds, there are 15 seconds of waiting per cycle. That is not a problem to solve individually — it is a line balancing problem. The question is whether work from adjacent stations can be redistributed so that each operator’s manual time approaches takt time as closely as possible.
The work combination sheet makes this redistribution concrete. When a supervisor sees that one operator’s work ends 15 seconds before the takt line and another operator’s work exceeds takt by 5 seconds, the rebalancing opportunity is visible on paper before anyone touches the floor.
Perfect balance — every operator’s work exactly matching takt — is a theoretical ideal. In practice, some residual waiting exists in every cycle. The discipline is to keep that residual as small as possible through continuous line balancing, and to prevent it from being hidden by unauthorized work.
Frequently asked questions
What is waiting waste in the Toyota Production System? Waiting waste (手待ちのムダ, temate no muda) is idle time when an operator cannot advance the process — typically because a machine is cycling automatically and the operator has nothing to do with their hands. It maps to the “Delay” symbol in ASME flow process chart methodology. Toyota considers it the most visible and therefore most useful form of waste.
Why does Toyota want to make waiting visible? Because visible problems get solved. If an operator has one minute of idle time per cycle, that is obvious to everyone. If the same operator fills that minute by producing ahead of schedule, the waste becomes invisible. Toyota’s standardized work, kanban, and work zone systems are designed to prevent waste from hiding as apparent productivity — forcing it to surface as visible waiting instead.
What is multi-machine operation? Multi-machine operation is the countermeasure for operator waiting during automatic machine cycles. Instead of one operator per machine, one operator loads and unloads multiple machines in sequence, using each machine’s automatic processing time to move to the next machine. The Toyota training materials give a three-machine example where this approach eliminates two of three operators.
What is the work combination sheet? The work combination sheet (標準作業組合せ票) is a time-based chart that plots manual work time, walking time, and automatic machine time for each step in an operator’s cycle against a takt time reference line. It is Toyota’s primary tool for identifying waiting waste and designing multi-machine operations. Any gap between the operator’s work and the takt time line is visible idle time.
Is some waiting acceptable in TPS? Residual waiting exists in every real production cycle because perfect line balance is a theoretical ideal. The discipline is to minimize it through continuous improvement and to never hide it by allowing overproduction. A small amount of visible waiting is preferable to hidden waste of any kind.
What is the difference between waiting waste and motion waste? Waiting waste is idle time — the operator’s hands are empty. Motion waste is unnecessary movement — the operator is moving but not advancing the process. They are related through the concept of kara-ugoki (空動き, empty movement): motion that fills idle time without adding value, which disguises waiting as activity.
Art Smalley is president of Art of Lean, Inc. This article draws on Toyota’s internal TPS instruction manuals (トヨタ生産方式, Toyota Motor Corporation Education Department) and firsthand experience within Toyota’s production system. AI was used in the editing of this article.