What Is the Waste of Processing in the Toyota Production System?
Processing waste in the Toyota Production System refers to wasted time and effort within a processing step itself — caused by poor tooling, inadequate fixtures, or flawed methods — not simply doing too much processing.
In the Toyota Production System, processing waste — 加工そのもののムダ (kakō sono mono no muda) — means wasted time and effort occurring within a processing step itself. The original Japanese term translates literally as “waste of the processing itself.” It refers to waste embedded inside an operation due to poor tooling, inadequate fixtures, or flawed processing methods. This is not the same concept that most English-language lean sources describe under the label “over-processing.”
The distinction matters. Toyota’s original meaning focuses on what happens inside a single operation — the production engineering failures that force operators to compensate with extra effort, awkward motions, or slow cycles. The Western translation shifted the meaning toward doing too much processing or adding unnecessary features. That shift has persisted for over thirty years, and it obscures the original intent.
Processing waste maps to the “Operation” symbol (circle) in the ASME flow process chart — the standard Industrial Engineering notation that was taught in Japan and influenced Toyota’s waste categories. Five of the seven wastes correspond directly to ASME symbols. Processing waste is the one that opens the operation symbol and examines what goes wrong inside it.
Why is “over-processing” a mistranslation?
The Japanese term is 加工そのもののムダ. Breaking it down: 加工 (kakō) means processing or machining. そのもの (sono mono) means “the thing itself.” ムダ (muda) means waste. The full phrase means “waste of the processing itself” — waste inherent in the way a processing step is performed.
Original Japanese: 加工そのもののムダ (kakō sono mono no muda) Literal translation: Waste of the processing itself Common English rendering: “Over-processing” or “excess processing”
English-language lean sources almost universally translate this as “over-processing.” That translation shifts the meaning from waste within a step to waste from doing too many steps or exceeding specifications. The two concepts overlap but are not the same. Toyota’s original emphasis was on the production engineering problem — a fixture that does not hold the part properly, a jig missing guide pins, a cutting tool running at the wrong speed. These are failures of method and tooling that create waste inside an operation that must be performed regardless.
No English-language source has identified this translation gap. The result is thirty-plus years of lean literature discussing “over-processing” as if Toyota meant “doing too much” when the original concept was closer to “doing it badly.”
What are the three types of processing waste?
Processing waste breaks into three distinct sub-types. Each has different causes, different countermeasures, and different ownership. Collapsing them into a single “over-processing” label makes diagnosis harder.
1. Waste within a processing step from poor tooling or method. This is the original Toyota meaning. The operation itself is necessary, but the way it is performed wastes time and effort because of inadequate tooling, poor fixture design, wrong machine parameters, or flawed work methods. The operator compensates for engineering deficiencies with extra motion, slower cycles, or manual holding that should be handled by the fixture.
2. Unnecessary processing steps. A step in the process sequence that adds no value and could be eliminated entirely. Intermediate inspections that duplicate what a downstream operation will catch. Deburring made necessary by a poor upstream cut. Pre-cleaning before a process that already includes cleaning. These are process design problems.
3. Over-specification. Processing to a tighter tolerance than the application requires. Surface finishing beyond what the customer needs. Grinding for sixty seconds when thirty seconds meets the specification. These are design or specification problems — the standard itself is set wrong.
The three sub-types have different owners. Type 1 belongs to production engineering. Type 2 belongs to process planning and value stream analysis. Type 3 belongs to product design and engineering specification review. Treating all three as generic “over-processing” obscures who should act.
How does poor tooling create processing waste?
Toyota’s internal TPS instruction manuals give a concrete example that illustrates the original meaning of processing waste:
A jig’s guide pins are inadequate, so the operator must support the jig with his left hand while performing the operation. This makes the processing awkward and slow, wasting time. This is processing waste. The countermeasure is to repair the jig immediately.
This is a production engineering problem at its core. The jig should locate and clamp the part without operator intervention. When guide pins are missing, worn, or poorly designed, the operator’s left hand becomes a substitute for proper fixturing. The processing step still happens — the part still gets machined — but the operator wastes time and effort compensating for a tooling deficiency.
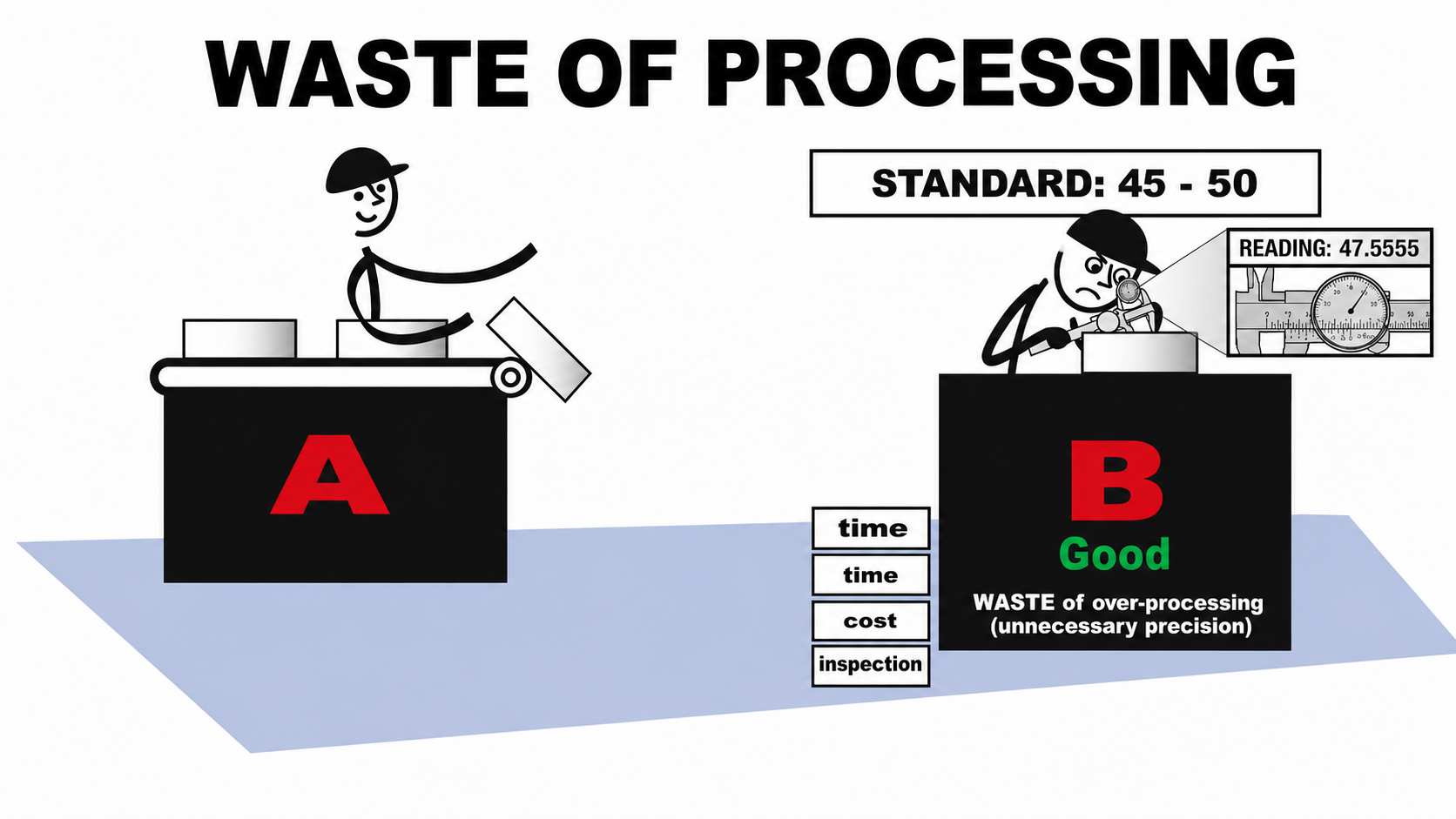 Processing waste: Station B produces a reading of 47.5555 when the standard only requires 45–50. The excess precision adds time, cost, and inspection without adding value.
Processing waste: Station B produces a reading of 47.5555 when the standard only requires 45–50. The excess precision adds time, cost, and inspection without adding value.
This kind of waste is invisible to anyone looking at the process from outside. The operation is necessary. The part must be machined. An observer sees a worker operating a machine and assumes everything is normal. Only someone who understands how the fixture should function — a production engineer — recognizes that the left hand holding the jig represents wasted capacity.
The training materials’ instruction is direct: repair the jig immediately. Not study it. Not put it on a kaizen list. Fix the tooling. This reflects Toyota’s production engineering culture — tooling problems are treated as urgent because they create waste in every cycle, every shift, compounding with every part produced.
Why is processing waste a production engineering problem?
Most discussions of lean waste focus on the production floor and what operators do. Processing waste, in its original Toyota meaning, is fundamentally about what engineers did — or failed to do — before the operator ever started working.
Fixture design determines whether the operator must hold, adjust, or compensate. Tool selection determines cycle time and surface quality. Machine parameters determine whether a sixty-second grind could be a thirty-second grind. Process sequence determines whether intermediate steps are necessary. These are all engineering decisions made before production begins.
When those decisions are poor, waste gets built into every cycle. The operator cannot eliminate it through effort or skill. No amount of standardized work refinement fixes a jig that lacks guide pins. The countermeasure is engineering intervention — redesign the fixture, change the tooling, adjust the parameters.
This connects to a broader point about Toyota’s approach to work and waste. Toyota classifies all activity as work or waste. Processing waste is distinctive because much of it is invisible to the standard waste-walk observation. You can see an operator waiting. You can see overproduction piling up between stations. But you cannot see that a grinding cycle runs twice as long as it needs to unless you understand the engineering specification and the machine’s capability.
What are the countermeasures for each type of processing waste?
Because the three sub-types have different root causes, their countermeasures differ:
For waste within a step (poor tooling/method):
- Fix the fixture or jig design — add guide pins, improve clamping, ensure proper location
- Optimize machine parameters — feeds, speeds, cycle times matched to material and specification
- Redesign the work method so the operator’s effort goes to advancing the process, not compensating for tooling gaps
- Ownership: production engineering
For unnecessary processing steps:
- Map the full process sequence and question each step’s contribution
- Eliminate intermediate operations made necessary by upstream failures (deburring from bad cuts, re-cleaning, redundant inspections)
- Combine operations where feasible to reduce handling and setup
- Ownership: process planning, manufacturing engineering
For over-specification:
- Review tolerances against actual functional requirements — is the specification tighter than the application demands?
- Reduce processing time to what the specification actually requires (thirty-second grind instead of sixty)
- Coordinate between product design and manufacturing to align specifications with capability and need
- Ownership: product design engineering, specification review
How does processing waste relate to the other wastes?
Processing waste interacts with several other waste categories. Poor tooling that slows a cycle can create waiting at downstream stations. Over-specification drives longer processing times, which can create bottlenecks that lead to inventory buildup. Unnecessary processing steps add transport between operations.
In the Toyota training materials’ framework, all wastes should be converted into visible waiting — because waiting is the easiest waste to see. Processing waste is among the hardest to see. An operator running a sixty-second grind cycle when thirty seconds would suffice does not look like waste. The machine is running. The operator is working. The part is being processed. Only measurement against the actual specification reveals that half the cycle is unnecessary.
This is why the training materials group processing waste with transportation waste as examples of waste that can be disguised as work. If an operator fills a one-minute wait by performing unnecessary processing motions, the waste disappears from casual observation. It becomes visible only through careful time study and engineering analysis.
Frequently asked questions
What is the literal translation of 加工そのもののムダ? “Waste of the processing itself.” The phrase describes waste occurring within a processing operation — not waste from doing too many operations or exceeding specifications, which is how “over-processing” is typically interpreted in English.
Why does the translation matter? Because it changes where you look for the problem. “Over-processing” directs attention to whether a step should exist or whether a specification is too tight. “Waste of the processing itself” directs attention inside the operation — to the tooling, fixtures, and methods that determine how efficiently a necessary step is performed. Both perspectives are valid, but the original Toyota emphasis on the production engineering dimension has been largely lost.
Is “over-processing” completely wrong? Over-specification and unnecessary steps are real forms of processing waste. The error is treating them as the entire definition. Toyota’s original concept was broader — and the most distinctive part, waste from poor tooling within a necessary step, is the part that got lost in translation.
How do you identify processing waste on the shop floor? Type 2 (unnecessary steps) and Type 3 (over-specification) can be found through process mapping and specification review. Type 1 (poor tooling) requires production engineering knowledge — you need to understand how the fixture, tool, and machine should perform and compare that to what is actually happening. Watch for operators compensating: holding parts that should be fixtured, adjusting setups mid-cycle, or running cycles longer than the specification demands.
What is the ASME connection? Processing waste corresponds to the “Operation” symbol (a circle) in the ASME flow process chart — the standard Industrial Engineering notation from 1947. Five of Toyota’s seven wastes map to ASME symbols. Processing waste is the category that opens the Operation circle and examines what happens inside it.
Where does processing waste rank among the seven wastes? Toyota never standardized a ranking beyond placing overproduction first as the most serious waste. Processing waste does not have a fixed position in the sequence. Its significance depends on the production environment — in operations with heavy machining, fixture-intensive assembly, or tight tolerances, processing waste can be a major cost driver.
Art Smalley is President of Art of Lean, Inc. This article draws on Toyota’s internal TPS instruction manuals (トヨタ生産方式 教育部) and original Japanese source terminology. AI was used in the editing of this article and production of graphics.