What Is the Waste of Transportation in the Toyota Production System?
Transportation waste in TPS is every unnecessary movement of materials — not just excessive distance, but every instance of temporary staging, restacking, and repositioning between warehouse and operator hands.
Transportation waste (運搬のムダ, unpan no muda) in the Toyota Production System is every unnecessary movement of materials during production. Toyota’s internal training defines it as waste arising from excessive transport distance or from temporary staging, restacking, and repositioning of parts. The critical point that most English-language sources miss: distance is only half the problem. The other half is how many times materials are set down, picked back up, and moved again before reaching the operator’s hands.
Toyota identified two distinct countermeasures — minimizing transport distance and eliminating temporary staging — because they address different root causes. Reducing distance is a layout problem. Eliminating staging is a container and workflow design problem. Most Western lean training collapses these into “move things closer,” which addresses one and ignores the other.
Where does transportation waste come from historically?
Transportation maps directly to the “Transport” symbol (arrow →) in the ASME flow process chart — a standard Industrial Engineering tool codified in 1947 and taught widely in postwar Japan. Five of Toyota’s seven wastes correspond to the five symbols on that chart: Operation, Transport, Inspection, Delay, and Storage. Transportation was already a recognized category of non-value-added activity in IE before Toyota adopted it.
Toyota kept the IE category but sharpened the analysis. Industrial engineers measured transport distance and frequency. Toyota went further by naming the specific mechanism of waste within transportation: 仮置き (karioki) — temporary staging.
Japanese terminology:
- 運搬のムダ (unpan no muda) — waste of transportation
- 仮置き (karioki) — temporary staging / temporary placement
- 積み替え (tsumikae) — restacking, transferring between containers
For more on the IE origins of all seven wastes, see What Are the 7 Wastes in the Toyota Production System?
What is temporary staging and why does it matter?
Temporary staging — 仮置き — is every instance where a part is set down in a temporary location before being picked up again for the next step. It is the micro form of transportation waste that most analysis overlooks entirely.
Consider what happens in a typical machining operation without improvement. Parts arrive on a large pallet. A worker transfers them to a smaller pallet near the machine. From the small pallet, parts are placed onto the machine bed — say, the bed of a lathe. Each of those transfers is a staging event. The part has been set down and picked up three times before any value-added work begins.
Toyota’s internal TPS instruction manuals give exactly this example: large pallet → small pallet → machine bed, with multiple temporary staging events at each transfer. The countermeasure was to redesign the pallet so that parts could move directly to the point of use, eliminating the intermediate staging. The result was not just less handling. It freed enough operator time that one worker could run two machines instead of one.
That outcome — multi-machine operation enabled by eliminating staging waste — is worth emphasis. Transportation waste reduction did not just save a few seconds of handling. It changed the fundamental staffing model of the operation.
 Transportation waste: moving parts on an unnecessarily long or indirect route between processes, with too few parts per trip.
Transportation waste: moving parts on an unnecessarily long or indirect route between processes, with too few parts per trip.
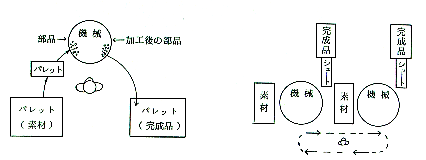 From Toyota’s internal TPS training manual. Left: parts transfer through multiple temporary staging points — large pallet to small pallet to machine bed. Right: improved pallet design eliminates intermediate staging, enabling one operator to run two machines.
From Toyota’s internal TPS training manual. Left: parts transfer through multiple temporary staging points — large pallet to small pallet to machine bed. Right: improved pallet design eliminates intermediate staging, enabling one operator to run two machines.
What is the difference between distance waste and staging waste?
These are two distinct problems requiring different countermeasures. Most lean training treats transportation waste as a distance problem alone — move things closer, redesign the layout, create U-shaped cells. That addresses one dimension and leaves the other untouched.
Distance waste is the excess travel of materials from point to point. The countermeasure is layout improvement: shorter routes, fewer intermediate stops, positioning processes in sequence so material flows without backtracking. This is the form of transportation waste that virtually every lean textbook covers.
Staging waste is every instance of setting material down temporarily, then picking it up again. It can occur over very short distances — even within arm’s reach of the machine. A part restacked from one container to another right next to the operator is staging waste regardless of distance traveled. The countermeasure is container design, point-of-use delivery, and eliminating the need for intermediate holding locations.
A factory can have a compact layout with short distances and still carry enormous staging waste if parts are restacked multiple times between arrival and processing.
What is the full material transfer chain?
Toyota’s training materials trace the complete path materials follow:
- Warehouse to factory — parts move from central storage to the production area
- Factory to machine side — parts are positioned near the workstation
- Machine side to operator’s hands — parts reach the point of use
Each transfer in this chain is a waste event. Each involves picking up, moving, and setting down. The training materials state directly: these transfers are repeated multiple times, and all of them qualify as transportation waste.
The implication is that transportation waste is not a single event (“we moved the part too far”). It is a chain of events, each with its own staging, handling, and repositioning. Reducing one link in the chain — for example, moving the warehouse closer to the factory — still leaves every other link intact.
Effective countermeasures work backward from the operator’s hands. The question is not “how do we move parts from the warehouse faster?” The question is “how do we eliminate transfers so that parts arrive at the operator’s hands with the fewest possible handling events?”
Why doesn’t automation solve transportation waste?
A common response to transportation waste is automation — automated guided vehicles (AGVs), conveyors, autonomous mobile robots. Many articles on this topic present automation as a primary countermeasure.
Automation moves materials faster and with less human effort. It does not eliminate transfers. An AGV that carries a pallet from the warehouse to the machine side has automated the waste — institutionalized it in capital equipment — rather than eliminating it. The part still travels the same path. It still gets staged, restacked, and repositioned. The handling events remain; only the handler has changed.
Toyota’s approach inverts this logic. Before automating any transport, ask whether the transport is necessary at all. Can the process be relocated so the transport disappears? Can the container be redesigned so staging is eliminated? Can the preceding operation deliver directly to the next operation’s point of use?
Automation is appropriate after unnecessary transport has been eliminated — not as a substitute for elimination.
How does transportation waste connect to overproduction and batch size?
Transportation waste does not exist in isolation. Overproduction is the primary driver of excess transportation. When a process produces more than the next process needs, the surplus must be moved somewhere — to a staging area, a warehouse, a temporary inventory storage location. Each of those moves is transportation waste generated directly by overproduction.
Large batch sizes amplify the effect. A batch of 500 parts requires a large pallet, which requires a forklift, which requires aisle space, which requires a staging area at both ends. A batch of 50 parts might fit in a small container carried by hand directly to the next operation. The transport infrastructure scales with batch size.
This is why Toyota’s approach to transportation waste includes production system design — heijunka (level scheduling), small lot sizes, and kanban-controlled flow — not just layout and container improvements. Reducing what is produced to what is needed reduces what must be transported.
For more on the relationship between waste types and overall production system design, see What Is the Relationship Between Work and Waste in the Toyota Production System?
What is the difference between transportation waste and motion waste?
Transportation waste and motion waste are frequently confused. The distinction is straightforward:
- Transportation waste applies to the movement of materials, parts, and products.
- Motion waste applies to the movement of the operator’s body.
A worker walking across the shop floor to retrieve a part is performing wasted motion. The part being carried across the shop floor is incurring transportation waste. Both wastes occur simultaneously, but they have different causes and different countermeasures. Layout changes address transportation. Work sequence and workstation design address motion.
The manual treats them as separate categories for this reason. Collapsing them into a single “unnecessary movement” category — as several Western sources do — obscures the analysis and leads to incomplete countermeasures.
What are the sub-types of transportation waste?
Toyota’s framework recognizes at least three sub-types, though they are not extensively documented:
- Too many moves — parts handled more times than necessary between origin and point of use. Every restacking, repalletizing, and staging event counts.
- Wrong conveyance method — using equipment or containers that do not match the task. A forklift moving a small quantity that could be hand-carried. A large pallet where a small bin would serve.
- Too few parts per move — inefficient use of each transport event. If transport is necessary, carrying more per trip reduces total transport events.
These sub-types reinforce the point that transportation waste is not reducible to “things moved too far.” Distance, method, frequency, and staging all contribute independently.
Frequently asked questions
What is the simplest definition of transportation waste in TPS? Transportation waste is any unnecessary movement of materials during production. It includes excess distance, but also every instance of temporary staging (仮置き), restacking, and repositioning. If a part is set down and picked up again before reaching the operator’s hands, that is transportation waste.
How is transportation waste different from motion waste? Transportation waste concerns the movement of materials and parts. Motion waste concerns the movement of the operator’s body. A part being carried is transportation. The person carrying it is performing motion. They overlap in practice but require different countermeasures.
Is all transportation waste? Doesn’t material have to move? Some transportation is necessary — materials must reach the point of use. The waste is in the excess: unnecessary distance, unnecessary staging events, unnecessary handling. The goal is to minimize transfers to the smallest number required, not to pretend materials can teleport.
Why do lean sources focus mostly on distance when discussing this waste? Distance is the most visible dimension — it shows up on a spaghetti diagram. Staging waste is harder to see because it happens at each workstation, often within a few feet of the machine. Toyota’s training materials call out 仮置き (temporary staging) specifically because it is the less obvious but often larger source of waste.
Can layout changes alone eliminate transportation waste? Layout changes reduce distance but do not address staging. A compact U-shaped cell with parts restacked three times before use still carries significant transportation waste. Container design, point-of-use delivery, and process sequence changes are needed alongside layout improvement.
What should be done before automating material transport? Eliminate unnecessary transport first. If a transfer can be removed by relocating a process or redesigning a container, automation is not needed for that step. Automate only what remains after elimination — otherwise, the automation institutionalizes waste in capital equipment.
Art Smalley is President of Art of Lean, Inc. This article draws on Toyota’s internal TPS instruction manuals (トヨタ生産方式 教育部). AI was used in the editing of this article.