What Is the Relationship Between Work and Waste in the Toyota Production System?
In the Toyota Production System, all activity on the production floor divides into two categories: work and waste. Work advances the process and adds value to the product. Waste adds cost without adding value. The entire system is built on one sustained intent: identify what is waste, eliminate it, and convert the freed capacity into cost reduction.
Most English-language lean sources skip straight to listing the seven wastes. They miss the more fundamental concept that Toyota teaches first: what work actually is, and how to distinguish it from motion that merely looks like work.
What does Toyota mean by “work” versus “motion”?
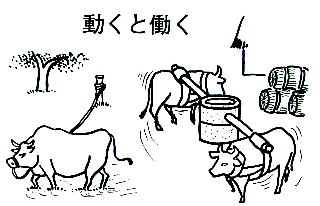 “動くと働く” (Moving vs Working) — from an early Toyota TPS training manual. The bull on the left walks in circles — it is moving but not working. The bull on the right turns a millstone and grinds grain — its motion produces value. Toyota used this image to teach the foundational distinction between motion and work.
“動くと働く” (Moving vs Working) — from an early Toyota TPS training manual. The bull on the left walks in circles — it is moving but not working. The bull on the right turns a millstone and grinds grain — its motion produces value. Toyota used this image to teach the foundational distinction between motion and work.
Toyota’s internal training materials make a distinction that rarely appears in Western lean literature. The Japanese terms are 動く (ugoku — to move) and 働く (hataraku — to work). The difference is not semantic. It is the foundation of the entire waste framework.
Motion is any physical activity performed during production. A worker is always moving during the shift. But not all motion is work.
Work, in Toyota’s definition, means motion that advances the process — actions that raise the value of the part being produced. Processing, welding, painting, assembling: these add value. They are work.
Motion that does not advance the process — walking to pick up a part that should be at hand, unpacking boxes, sorting through a pallet, waiting for a machine to cycle — is not work. It may look like effort. The person may be sweating. But if the process does not advance, no value is added.
The Toyota Production System states it directly: working means the process moves forward and value is added. Motion with human wisdom attached is working. Motion without wisdom attached is just moving. The responsibility for ensuring workers are truly working, not merely moving, belongs to supervisors and engineers — not the workers themselves.
The Toyota capacity equation
Toyota training materials on efficiency (能率, noritsu) present this relationship as a simple equation:
Current Capacity = Work + Waste
Original Japanese: 現状の能力 = 仕事 + ムダ (also expressed as 作業 = 働き + ムダ)
This means that what a line produces today includes both genuine work and waste bundled together. A line staffed with ten people producing 100 units per day appears to have a capacity of 100 units. But careful observation reveals overproduction, waiting, unnecessary motion, and other waste embedded in the work. When that waste is eliminated — say, enough to free two people — the line’s true capacity was always 125 units with the same ten people. The waste was consuming 25 units worth of capacity.
The instruction is not to produce 125 units. The instruction is to reduce from ten people to eight and produce the same 100 units the customer needs. The hidden capacity is converted to cost reduction, not increased output.
This distinction — eliminate waste to reveal capacity, then reduce resources to match demand — is the core operating logic of TPS. It is not about making more. It is about making the same with less.
Why does Toyota emphasize cost reduction through waste elimination?
Toyota’s emphasis on cost reduction has historical context. When Toyota was building its position in global markets, it competed at the lower end of the price range. It could not command premium prices. The strategy required high quality at low cost — and waste elimination was the primary method for reducing cost without reducing quality.
Toyota training materials state: “Efficiency improvement is meaningful only when it is connected to cost reduction. For this purpose, we must move in the direction of making only what is needed with as few people as possible.”
Many Western lean implementations treat waste elimination as a philosophy or a cultural value. Toyota has historically treated it as a business practice tied directly to cost performance. When waste elimination is a philosophy, any improvement feels virtuous — even one that produces more units than the customer needs. When waste elimination is tied to cost reduction, the test is sharper: did costs actually go down? If not, the improvement was not real.
Toyota calls this the difference between true efficiency and apparent efficiency.
What is the difference between true efficiency and apparent efficiency?
 Original Japanese — from an early Toyota TPS training manual
Original Japanese — from an early Toyota TPS training manual
 English companion — same concept rendered for English readers
English companion — same concept rendered for English readers
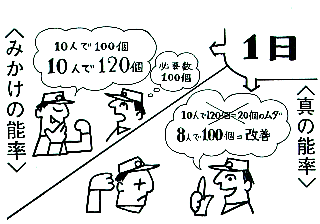
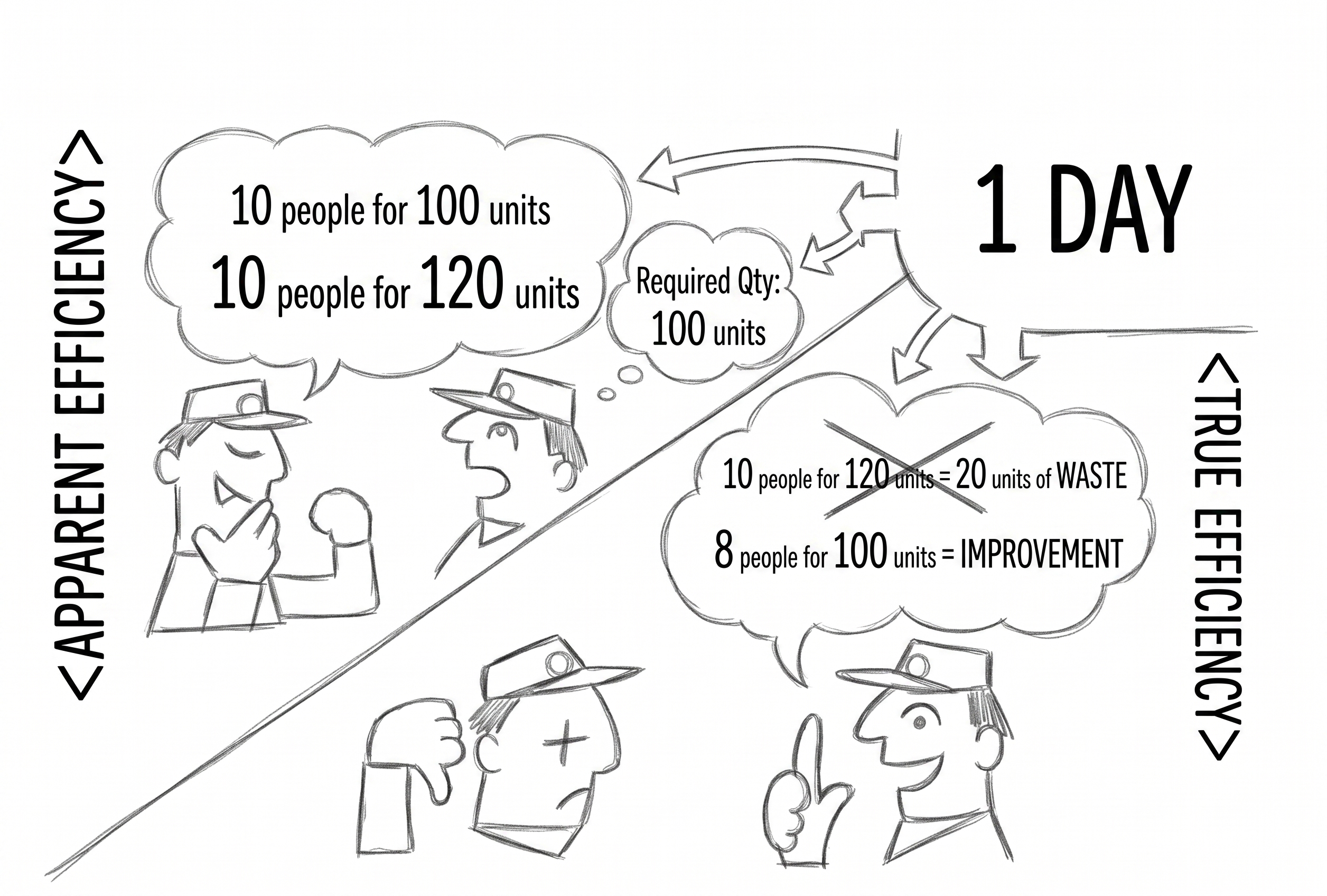
“みかけの能率” (Apparent Efficiency) vs “真の能率” (True Efficiency). Left side: a supervisor thinks “10 people making 120 units” is improvement. Right side: producing the necessary 100 units with 8 people instead of 10 — that is true efficiency, because it reduces cost.
This distinction is one of the most important concepts in TPS — and one of the least understood outside Toyota.
Apparent efficiency (見かけの能率, mikake no noritsu) means increasing output without regard for demand. A line that previously made 100 units with ten people is improved so it can make 120 units with the same ten people. The efficiency calculation looks good: 20% improvement. But if only 100 units are needed, the extra 20 units are overproduction. They require storage, handling, pallets, floor space, and management attention. Costs go up, not down.
True efficiency (真の能率, shin no noritsu) means producing the necessary quantity with fewer resources. The same line makes 100 units — exactly what is needed — but with eight people instead of ten. Two people are freed for other productive work. Costs go down.
Both scenarios show approximately 20% efficiency improvement on paper. Only one reduces cost.
Toyota training materials use a vivid analogy: an eight-person rowing crew. Every rower must match the coxswain’s cadence — approximately 40-50 strokes per minute. If one rower decides he is stronger and faster and rows at 60 strokes per minute, the oars collide, the boat sways, and speed drops. Individual efficiency went up. Total efficiency went down. One person going faster is as harmful as one person going slower.
Production works the same way. When one process runs faster than the takt time, parts pile up between stations. The faster process looks efficient in isolation. The system absorbs extra cost.
What determines whether efficiency improvement is real?
The anchor is always the necessary production quantity — what the customer actually needs, determined by sales demand. This is a given, not a variable. The production floor does not get to choose its own volume targets.
When demand increases, the first question is: can the current workforce produce the higher quantity through improvement? When demand decreases, the question is: how can the reduced quantity be produced with fewer labor-hours? In both directions, cost reduction is the measure.
Toyota training materials are explicit on this point: “Production quantity equals necessary quantity — this is the fundamental premise. Ignore it and overproduction waste is inevitable.”
This framework — demand as the anchor, cost reduction as the test — is what separates Toyota’s approach from the generic “do more with less” that appears in most lean summaries.
How does Toyota classify work in practice?
At the level of an individual worker’s cycle, Toyota breaks all motion into three categories:
-
Value-added work (付加価値作業, fuka kachi sagyō) — actions that directly advance the process and increase the value of the product. Machining, welding, assembling, painting.
-
Incidental work (付随作業, fuzui sagyō) — actions that are necessary to perform the value-added work under current conditions but do not themselves add value. Picking up a part, loading a fixture, pressing a start button, walking between machines.
-
Waste (ムダ, muda) — actions that add no value and are not necessary. Waiting, searching for tools, reworking defects, transporting parts unnecessarily, producing more than needed.
In a typical manufacturing process, the proportion of genuinely value-added work is small — often less than 10% of total motion. Incidental work is the next largest share. Waste is frequently the majority.
Kaizen works from the waste end: eliminate waste first, then convert incidental work into more efficient forms, so the value-added share of total motion grows. The goal is never to make people work harder. The goal is to ensure that the effort people invest actually advances the process.
What do most lean sources get wrong about work and waste?
Several patterns appear consistently in Western lean literature that do not match what Toyota actually teaches:
They start with waste, not work. The “seven wastes” list has become the entry point for lean training worldwide. But Toyota teaches the concept of work first — what value-added work is, what motion without value looks like, and why the distinction matters. Starting with waste without understanding work is like teaching subtraction without teaching what numbers are.
They treat waste elimination as the goal. Toyota’s goal is cost reduction. Waste elimination is the method. The distinction matters because it provides a test: if you eliminated waste but costs did not fall, you have not improved. You may have created apparent efficiency — overproduction disguised as progress.
They add an “eighth waste” — and open a door that cannot close. Toyota’s seven wastes have roots in Industrial Engineering process analysis categories (operation, inspection, delay, storage, transportation). Toyota customized and extended the IE list for its own production context. The result is not a perfect MECE classification — but it is grounded in observable physical waste on the production floor. When companies add “failure to utilize human intellect” as an eighth waste, they change the nature of the list entirely. If underutilized human intellect counts, why not wasted energy? Compressed air? Oil? Gravity? Poor strategy? Bad management? There is no logical stopping point. The seven-waste list already has problems as a taxonomy. Adding an eighth makes it worse by mixing observable shop-floor waste with abstract organizational concepts.
They skip the true-versus-apparent-efficiency distinction. This concept — arguably the most operationally powerful idea in TPS — is absent from most lean training. Without it, there is no framework for judging whether an improvement actually reduced cost or merely increased output.
Frequently asked questions
What is the simplest definition of waste in the Toyota Production System? Waste is any element of an operation that adds cost without adding value to the product. In Japanese, the term is muda (ムダ). Toyota defines it relative to value-added work: if an action does not advance the process or raise the value of what is being produced, it is waste.
How does Toyota define value-added work? Value-added work is activity that directly advances the manufacturing process and increases the value of the product being made. Machining, assembly, painting, and welding are examples. The key test: does this action move the part closer to completion in a way the customer would pay for?
Why does Toyota distinguish between “moving” and “working”? Because a worker can be busy all day — sweating, carrying parts, sorting materials — without advancing the process at all. Toyota uses two Japanese terms: ugoku (動く, to move) and hataraku (働く, to work). The distinction forces supervisors to look past visible effort and ask whether the process is actually advancing.
Is waste elimination the goal of TPS? No. Cost reduction is the goal. Waste elimination is the primary method for achieving cost reduction. This distinction matters because some forms of apparent improvement — like producing more units than needed — look like waste elimination but actually increase costs.
What is the difference between true efficiency and apparent efficiency? True efficiency means producing the customer-required quantity with fewer resources, resulting in lower cost. Apparent efficiency means producing more output with the same resources, regardless of whether the extra output is needed. Toyota considers apparent efficiency a form of overproduction — the most serious waste.
Is there an eighth waste? Not in Toyota’s framework. Toyota’s seven wastes derive from Industrial Engineering process analysis categories, customized for production. The list is not perfectly MECE, but it is grounded in observable physical waste. Adding “failure to utilize human intellect” changes the nature of the list — and opens a door with no logical stopping point. If underutilized intellect counts, why not wasted energy, compressed air, poor strategy, or bad management? The seven-waste list already has problems as a taxonomy. The eighth makes it worse.
Art Smalley is President of Art of Lean, Inc. This article draws on Toyota’s internal TPS instruction manuals (トヨタ生産方式 教育部, Chapter 2: 能率). AI was used in the editing of this article and production of graphics.