Standardized Work Combination Table
The combination table arranges human work, machine work, and walking against takt time — so waiting, walking, and poor man-machine balance become visible at a glance.
Where the Process Capacity Sheet asks what each machine can produce, the Standardized Work Combination Table asks a different question: can the operator complete the work sequence within takt time, and how does human work combine with machine work? It is not a schedule — it is a visual analysis of the current work pattern, using takt as the reference line.
1What the table is for
The combination table uses takt time as the reference for arranging work. It shows whether the work sequence fits within takt, and how the operator's manual work and walking combine with the automatic time of the machines. Its great strength is exposing where the person waits on a machine, or a machine waits on the person.
By breaking the job into elements operation by operation, the table also surfaces line unbalance, assembly difficulties, and other problems that are hard to see in a plain list of times. The manual and automatic times are carried over from the Process Capacity Sheet; walking time is measured directly on the floor.
2Human work and machine work
Human work requires a person: picking, placing, loading, unloading, checking, walking, operating controls. Machine work is automatic — performed by the equipment once it is started: machining, conveying, automatic inspection, curing, pressing. The key move of the combination table is that machine time runs in parallel with the operator: once a machine is started, the operator walks on to the next step while it cuts.
The example used here follows a booster-machining line for an intake manifold, at a takt time of 30 seconds. The operator loads three machines in turn, checks threads, and places the part — while the three machines run their automatic cycles behind them. The observed times are:
| No. | Major Steps | Manual | Auto | Walk |
|---|---|---|---|---|
| 1 | Pick up raw material | 2″ | – | 2″ |
| 2 | Load part and start machine (MI-1764) | 3″ | 25″ | 2″ |
| 3 | Load part and start machine (DR-2424) | 3″ | 21″ | 2″ |
| 4 | Load part and start machine (TP-1101) | 3″ | 11″ | 2″ |
| 5 | Check threads | 5″ | – | 2″ |
| 6 | Place in FG pallet | 2″ | – | 2″ |
| Totals | 18″ | – | 12″ |
Six steps. The operator's manual work (18″) plus walking (12″) totals 30″ — the takt time. The automatic times (25″, 21″, 11″) belong to the machines and run in parallel.
What to notice: manual + walking = 30″ = takt. The operator is loaded close to takt, with little slack and no overload.
3How to read the chart
The right side of the form is where the combination table earns its name. Time runs left to right and each step occupies a row. The chart uses a small set of line conventions:
- Solid line — manual work, the operator's hands-on time for the step.
- Dashed line — automatic machine time, running after the machine is started.
- Wavy line — walking from one step to the next.
- Vertical takt line — marks takt time (here, 30 seconds).
Reading down the rows, the operator's manual work and walking form a descending staircase that should reach — but not pass — the takt line. Each machine's automatic time extends to the right in parallel, because the operator moves on while the machine runs. The completed form below is the original training example.
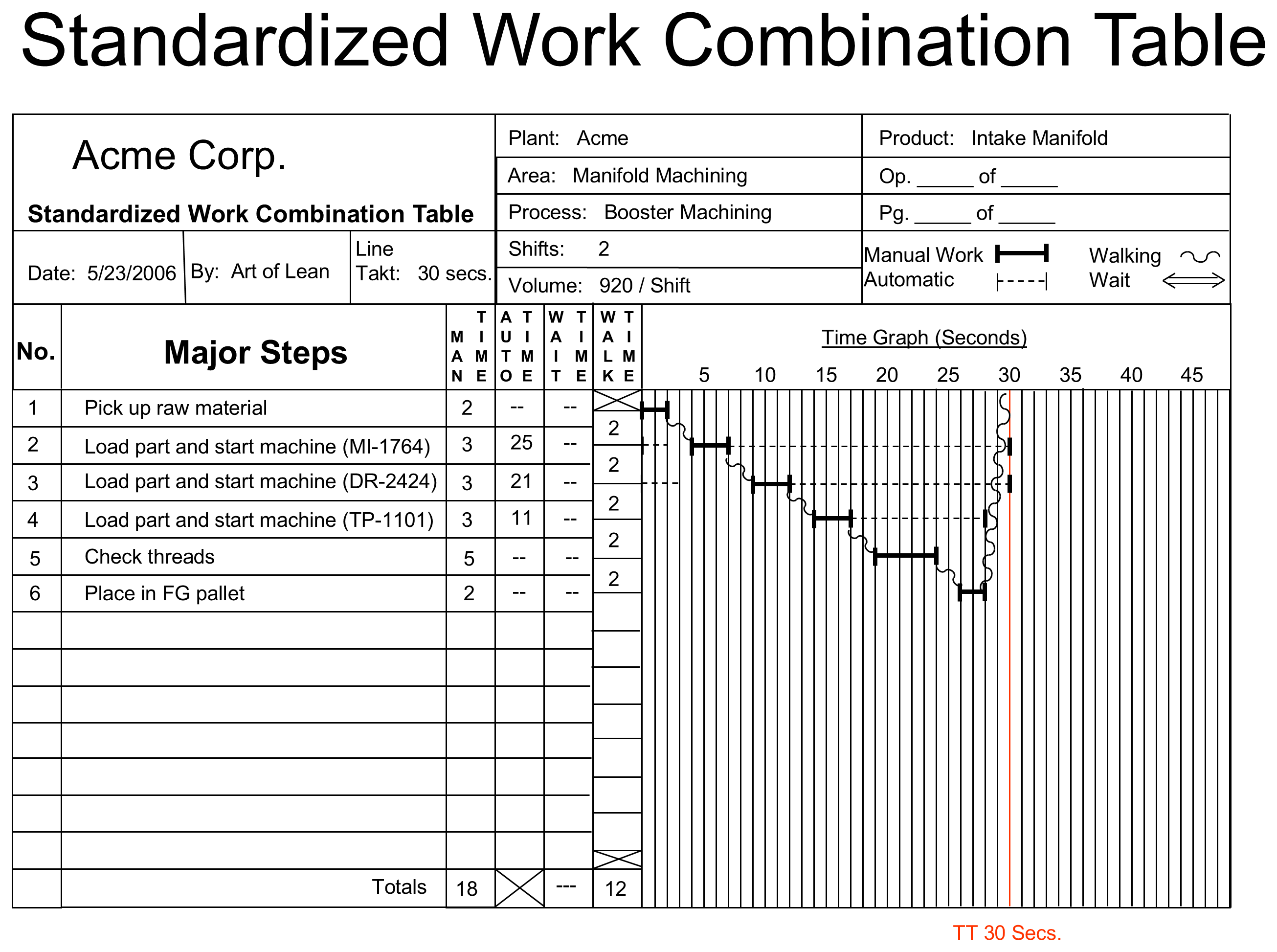
The original training form for this example. The operator's manual (solid) and walking (wavy) lines descend toward takt while the three machines' automatic times (dashed) run in parallel; the vertical line marks the 30-second takt.
What to notice: the manual and walking lines together fill the operator's cycle to takt, while the automatic lines extend past it — the machines are still running as the operator returns to start the next cycle.
4Creating and using the table
The table is built in a consistent order:
- Enter area, product, and process information.
- Calculate and mark takt time.
- List the major steps in action-object wording.
- Enter manual, automatic, and walking times from observation.
- Draw manual work, walking, and automatic time on the graph.
- Add quality checks and number the work sequence.
- Review the pattern for waiting, walking, imbalance, and kaizen.
Reading a finished table, the questions to ask are:
5What not to do
The goal is not to fill every second with human motion. The goal is a safe, repeatable, demand-paced sequence that exposes waste and supports improvement. Do not make the table "look good" by hiding waiting or shaving times without actually changing the method.
The blank spaces and overlaps on the graph are not formatting details. They are the analysis — they show exactly how human and machine time are combining, and where the opportunity is.
Section summary
The Standardized Work Combination Table arranges manual work, walking, and automatic machine time against takt. Machine time runs in parallel with the operator, which is how one person can tend several machines within a single takt.
In the example, manual (18″) plus walking (12″) equals takt (30″). The graph makes waiting, walking, and man-machine balance visible — and becomes the basis for the posted Standardized Work Chart in the next section.