The 8 Steps of Toyota Problem Solving
Toyota's eight-step method — known inside the company as Toyota Business Practices, or TBP — is the disciplined routine for solving gap-from-standard problems: clarify, break down, target, find the cause, counter it, confirm, and standardize. This guide walks all eight steps, traces how they evolved, and offers a practitioner's key points for each.
Among lean practitioners, "the Toyota eight steps" is probably the best-known structured problem-solving method — the version Toyota itself calls Toyota Business Practices, or TBP. That is the method this guide covers. A word on scope first: there are other eight-step frameworks — the eight-disciplines (8D) method common in the automotive supply base is a familiar one — and they serve the same broad purpose. This article is about Toyota's current method specifically.
Toyota Business Practices (TBP) is Toyota's standardized eight-step method for structured problem solving. It is built for what is broadly called a gap-from-standard problem — performance has fallen short of a known standard, and the goal is to close the gap by eliminating the underlying cause so the problem does not recur. It is one expression of practical problem solving, and of PDCA made operational.
Toyota applies the eight steps broadly — to occurrence-type problems, where performance has slipped below a standard, and to setting-type problems, where you are reaching for a new, higher standard. It is the company's general-purpose routine for working a problem with discipline, not a tool reserved for one narrow case. In my own Four Types of Problems framework I draw sharper lines between these situations; interested readers can find that there. On this page we simply follow Toyota's eight-step pattern as taught.
1How Toyota's steps evolved
The exact steps of problem solving at Toyota have not always been the same. The basic method was taught and handed down, but its precise form — and the number of steps — changed over the decades, and today's eight steps are the current version. That history matters, because it explains why the number of steps was never the point.
This section is background, and frankly a bit of semantics. If you only want the method as it is practiced today, skip ahead to the eight steps at a glance. For readers who like the history, here is how the steps actually changed across my own Toyota training materials.
Toyota had been at this for decades before I arrived. By the 1960s the company was already working PDCA into both hoshin kanri and everyday problem solving. QC circles ran their improvements through long problem-solving storyboards — the twelve-to-fourteen-step QC-story format. The first A3 reports were starting to be written. The thinking was already mature; what kept changing over the years was mostly how many steps it was packaged into.
When I joined Toyota in the latter part of the 1980s, my first problem-solving training book taught a simple five-step method:
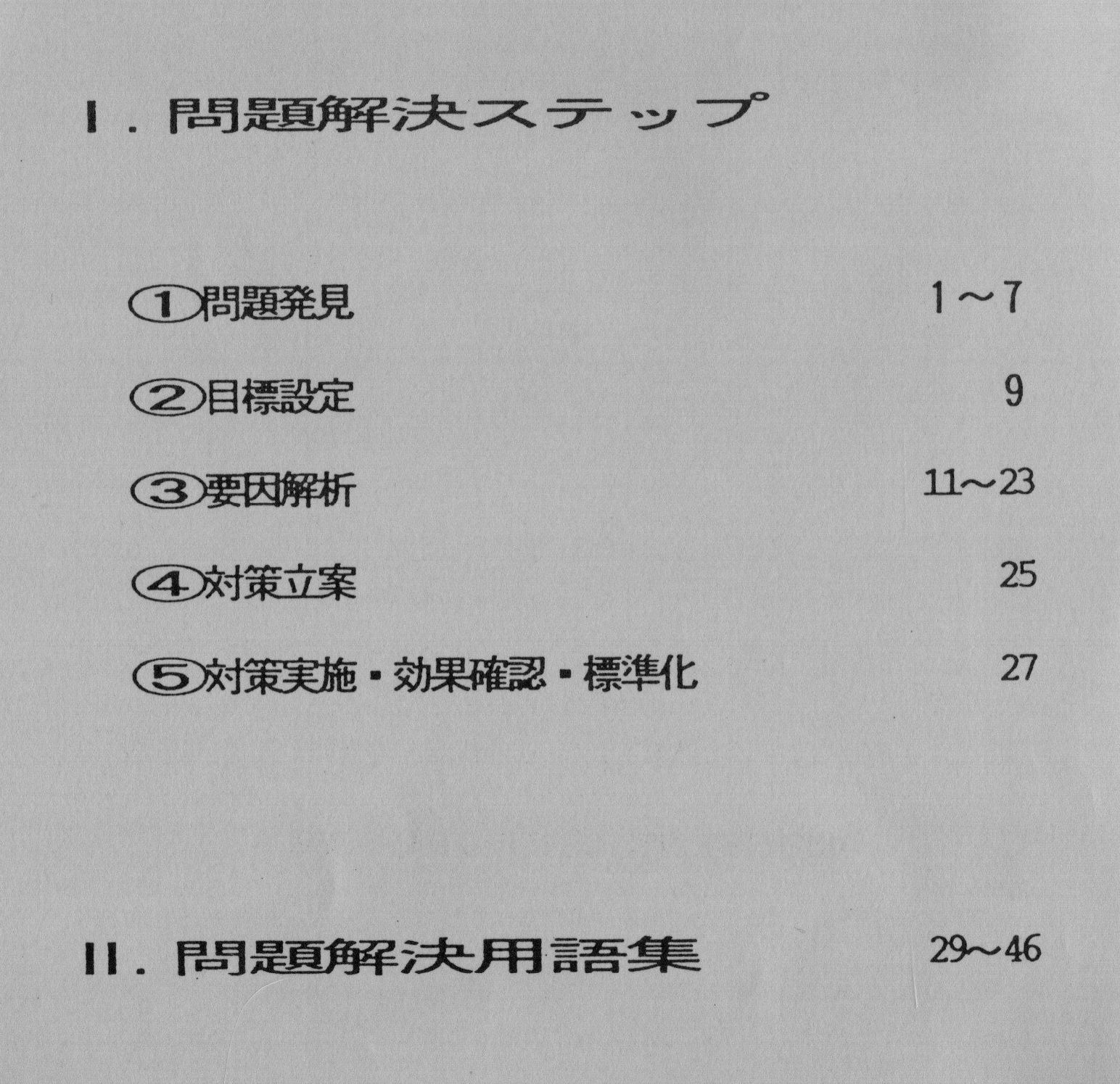
The opening page of my first Toyota problem-solving manual. The five steps: (1) 問題発見 find the problem, (2) 目標設定 set the target, (3) 要因解析 analyze the causes, (4) 対策立案 develop countermeasures, and (5) 対策実施・効果確認・標準化 implement the countermeasures, confirm the results, and standardize. Notice the fifth step quietly bundles three distinct activities into one — I never knew why it was taught that way. Below the steps, section II of the booklet is a problem-solving glossary (問題解決用語集); the seven QC tools were the analytical toolkit taught alongside.
That was it — five steps, taught as a way of thinking, not as a form to fill out.
Over my time there the manuals and the step counts changed — to six, seven, and eventually eight. A typical seven-step version ran: clarify the background, define the problem, set a goal, root-cause analysis, implement countermeasures, check results, and then standardize, sustain, reflect, and yokoten. The important thing to understand is how this was taught. There was a corporate standard — but it was not as step-specific as it is today. We were taught example patterns, and the situation was expected to dictate which steps you actually used and how far you carried each one. The emphasis was on the content of the thinking, not the form of the template. In all my years at Toyota, no one ever insisted I use a particular number of steps; what they pressed on was the clarity and effectiveness of my thinking about the problem.
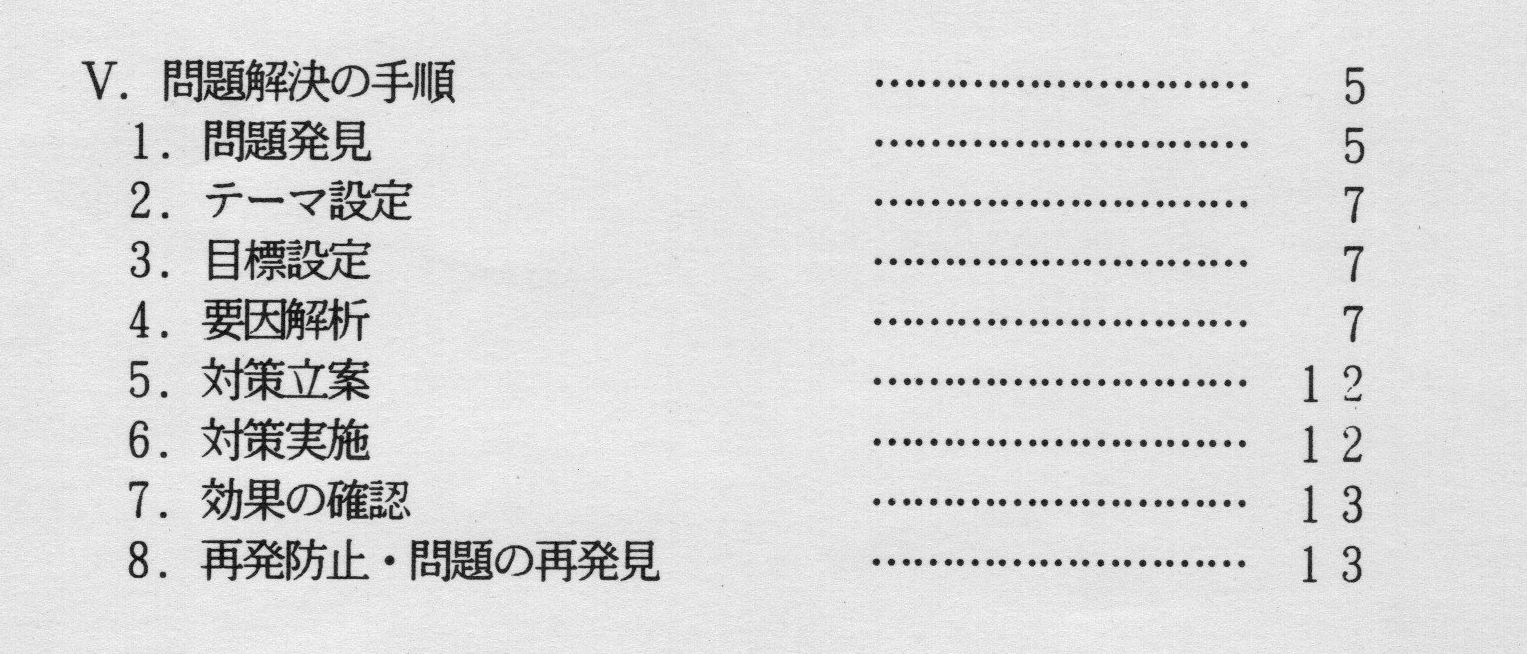
A few years on, the same method taught as eight steps: (1) 問題発見 find the problem, (2) テーマ設定 set the theme, (3) 目標設定 set the target, (4) 要因解析 analyze the causes, (5) 対策立案 develop countermeasures, (6) 対策実施 implement them, (7) 効果の確認 confirm the results, and (8) 再発防止・問題の再発見 prevent recurrence and re-find the next problem. Eight steps — but not the same wording as today's TBP, and step 8 loops straight back to the next problem rather than "standardize and share." The lists overlapped; the count and labels drifted.
It was around 2000, in the Fujio Cho era when the Toyota Way was formally articulated, that the current eight-step method became the corporate standard. (I state that as recollection, not documented fact — and, honestly, I suspect the steps actually used inside Toyota still vary more than the standard implies.)
This is the classic form-versus-content debate, and I will be candid about where I land. In my era the focus was on content — the quality of the thinking — carried by flexible step patterns chosen to fit the problem. The drift over time, and toward TBP specifically, looks to me like a drift toward form: a fixed, step-specific corporate standard. That is my opinion, not a criticism of anyone. A standard makes a method teachable and auditable at enormous scale, which is a real benefit. But it is worth remembering that the eight steps are a container for thinking — and the thinking, not the count, is what solves the problem.
For the broader, global history of how structured problem solving arose — Dewey, Shewhart, Deming, Juran, JUSE, and the rest — see the Four Types of Problems guide and One Hundred Years of PDCA Thinking. This section stays inside Toyota.
2The eight steps at a glance
Here is the current method. The four PDCA phases are shown alongside, because the eight steps are simply PDCA worked out in detail: Steps 1–5 are Plan, Step 6 is Do, Step 7 is Check, and Step 8 is Act.
| PDCA | Step | Toyota Business Practices |
|---|---|---|
| Plan | 1 | Clarify the problem |
| 2 | Break down the problem | |
| 3 | Set a target | |
| 4 | Analyze the root cause | |
| 5 | Develop countermeasures | |
| Do | 6 | See countermeasures through |
| Check | 7 | Evaluate both results and process |
| Act | 8 | Standardize successes and share the learning |
Toyota Business Practices is PDCA expressed as eight steps. Most of the steps live in Plan — because most of the work in good problem solving is understanding before acting.
What to notice: five of the eight steps are Plan. The method front-loads understanding. Teams that struggle almost always rushed or skipped the Plan steps.
3Step 1 — Clarify the Problem
The first step is to establish context and direction — what situation are we in, why does it matter, and what, broadly, is wrong relative to where we should be. Most methods jump straight to "define the problem" and skip this. That is a mistake. Without shared background, a problem-solving meeting spends its first hour establishing context the hard way, through interruptions and cross-talk, and trust erodes before any real work begins.
Clarifying the problem means making sure everyone can answer three questions: what situation are we discussing, why does it matter, and what is the scope of our work. It does not require lengthy documentation — often three to five minutes of deliberate framing — but it does require preparation. Think of it like a race: it does not always matter how fast you leave the gate, but you cannot afford to fall on the first step.
Toyota runs two kinds of problem through these eight steps: hassei-gata (発生型), occurrence-type — something has gone wrong against an existing standard — and settei-gata (設定型), setting-type — raising performance by setting a new, higher standard. Name which one you have here in Step 1.
4Step 2 — Break Down the Problem
A large, vague problem cannot be solved; it has to be broken into a specific, measurable one. "We have a quality problem" supports almost any solution anyone wants to propose, which is exactly why it solves nothing. Breaking the problem down narrows it to something actionable: "5% scrap versus a 0.5% standard at drilling station 14, where the standard is a 15.00 mm ±0.2 mm through-hole." Now you know where to look and what to measure.
A problem well defined is half solved. In Toyota practice, breaking it down means three things. Bound it — separate this issue from the blob of adjacent problems so you know exactly what you are investigating. Quantify the gap from standard in real numbers; "we don't have standardized work" is not a problem statement, it is a missing action item in disguise. And get specific about where and when it occurs — above all, separate the point of detection (where you noticed the problem) from the point of cause (where it actually originates). The two are rarely the same place, and mistaking one for the other is how teams end up fixing symptoms.
This is hard because it demands slow, deliberate thinking when the brain wants fast pattern-matching — the System 1 versus System 2 problem. It is a learned skill, built by repetition.
To keep that discipline in mind I use my own acronym, AQD: Analytical, Quantitative, Detailed. It is not Toyota terminology — just a framework I use to remember the same requirements. Analytical: break the problem up and bound it. Quantitative: measure the gap in numbers. Detailed: pin down where and when, separating the point of detection from the point of cause.
Older Toyota frameworks kept this as a single "define the problem" step with clear sub-parts — define, break it down, separate point of detection from point of cause, and measure the gap from standard. Today's method gives it two steps. Treat them as one continuous act of seeing the problem clearly, not two separate boxes to check.
5Step 3 — Set a Target
A good target is not a wish or a slogan. It is a specific, measurable commitment to close a defined gap by a defined time. In gap-from-standard work the target flows directly from the breakdown: if you have quantified 5% scrap against a 0.5% standard, the target is to close that gap — fully or in stated part — by a date. Measurable, time-bound, tied to the gap.
Two common mistakes: setting a stretch target before you have grasped the current condition, and confusing the target with the countermeasure. "Implement standardized work" is not a target — it is a proposed means. The target states the what and the how-much-by-when; the countermeasures come later. Keep targets honest: better a modest target met and understood than an ambitious one missed for reasons no one can explain.
The generic method keeps this simple, but in some areas — machining and other precision work in my experience — we drew a finer line between a target and a goal. Think of archery. The target is what you are aiming at; the goal is how well you intend to hit it. "Hit the target" is not the same statement as "hit the bullseye eight times out of ten, from twenty meters, in sixty seconds or less" — the first names the direction, the second states the level, conditions, and time. Those same shops also separated problems of accuracy from problems of precision, which are not the same thing. I would not claim this is the corporate standard everywhere; the point is that depending on the area inside Toyota, more detail often exists under the hood than the generic eight steps show — and the distinction is still implied in any good target-setting exercise.
6Step 4 — Analyze the Root Cause
Root-cause analysis is the crucible of problem solving — it reveals the depth of the team's thinking and the quality of its process. It demands the same Analytical, Quantitative, Detailed discipline as the earlier steps, only deeper. The familiar tools live here: the five whys and the cause-and-effect (fishbone) diagram. But the tools do not solve the problem; they only reveal how clearly you have seen it. A perfect five-why chart built in a meeting room, never tested against reality, is still wrong.
The discipline that matters is testing each "why" against evidence at the actual place — the difference between a plausible cause and the real one. (My reconstruction of Ohno's five-why machining case shows how deep a genuine causal chain can run.)
Inside Toyota, root-cause analysis is not a single technique but a family of them, and which one fits depends on the kind of cause you face. The deepest treatment I know is Kakuro Amasaka's Science SQC, New Quality Control Principle: The Quality Strategy of Toyota (Springer, 2004); Amasaka was a longtime quality leader inside the company, and the book shows how far the quantitative side can run. For everyday use I find it helps to sort the methods along two axes — whether you are chasing a single cause or multiple causes, and whether the analysis is qualitative or quantitative:
| Single cause | Multiple causes | |
|---|---|---|
| Qualitative | Five whys | Cause-and-effect (fishbone) |
| Quantitative | Process control chart (SPC) | Design of experiments (DOE) |
The five whys follows one causal chain; a fishbone opens up many contributing causes; a control chart studies one characteristic over time; design of experiments separates the effects of several variables at once. They are not interchangeable — match the method to the structure of the cause. Most shop-floor problems are worked qualitatively, but precision and quality-engineering problems often demand the quantitative tools.
7Step 5 — Develop Countermeasures
The word countermeasure is deliberate. Toyota avoids "solution": a solution implies the problem is gone forever, while a countermeasure is the best action you have now against a specific cause, to be confirmed and improved. Weak countermeasures attack symptoms; strong ones change the conditions that allowed the problem.
Before ranking countermeasures, separate two things English tends to collapse into the single word "fix." In Japanese practice, taisho (対処) is the immediate response that contains the symptom so work can continue — replacing the fuse, reworking the bad part. Taisaku (対策) is the countermeasure aimed at the verified root cause so the problem does not return. Both are legitimate, and a fast taisho is often necessary to protect the customer — but the most common way a "solved" problem comes back is declaring victory at the taisho and never completing the taisaku. Containment actions — segregating suspect parts, adding inspection, reworking — are taisho: necessary to protect the customer while you learn, but not countermeasures. (See the five whys for more on this distinction.)
Not all countermeasures are equally strong, and Toyota's bias is clear: the best one changes the conditions so the problem cannot occur, rather than asking people to try harder. A countermeasure that leans on vigilance — training, a reminder, an updated SOP — is weak; it decays with turnover and distraction. Stronger is in-process detection: a sensor, an andon, a torque or vision check, a mistake-proofing (poka-yoke) device that catches the defect and stops it moving downstream. Useful — but be precise about what it does. It catches the error after it has occurred and contains it; it does not stop the error from happening. The strongest countermeasure does exactly that: it changes the underlying conditions and factors so the problem cannot arise in the first place. In development work we called this mizen-boushi (未然防止) — designing the failure mode out, upstream, before it can ever appear. Push each countermeasure as far toward that as is feasible, and weigh candidates on effectiveness, cost, time, and risk. If your best countermeasure is still a piece of paperwork, that is usually a sign the root cause was never truly reached.
I keep that hierarchy straight with my own three-level scale, ADP: Administrative, Detection, Prevention, weakest to strongest. Administrative acts on people — training, SOPs, checklists, reminders. Detection catches the abnormality in process and stops it spreading — sensors, andon, torque checks, mistake-proofing (poka-yoke) devices; it contains the error but does not stop it occurring. Prevention is the real goal: change the underlying conditions and factors so the problem cannot occur at all — what we called mizen-boushi (未然防止) in development. Years ago I had a client grade several dozen of their finished problem-solving reports against it; roughly 80% of their countermeasures were administrative. It is my memory aid, not a Toyota term, but the hierarchy it points at — away from exhortation, toward designed-in prevention — is very much Toyota's.
8Step 6 — See Countermeasures Through
This is the Do step: execute the chosen countermeasures with clear ownership and dates, and carry them through to completion. Seeing them through means more than launching them — it means involving the people affected, arranging any retraining, and confirming each countermeasure is actually in place and working as intended. The best plan fails if the people doing the work did not understand it or were not part of building it.
The split between these two steps is the Plan/Do boundary. Step 5 is still planning — deciding which countermeasure to pursue against the verified cause. Step 6 is doing — executing it and confirming it is actually in place. Keeping them apart guards against the common shortcut of jumping to action before the countermeasure has truly been chosen.
9Step 7 — Evaluate Results and Process
Checking results is the most-skipped step in all of problem solving. Teams declare victory when countermeasures are implemented — but implementation is not improvement. Until you measure the effect against the target from Step 3, using the same metric and basis of comparison, you do not know whether you solved the problem. Did scrap actually fall from 5% to 0.5%? Over what period? Is the gain stable or a one-time blip?
The emphasis here is a check on results, with a second check on the process conditions that keep those results in place. Results is the primary question: did the metric reach the target, measured the same way? But a number that hit target today can quietly slip back, so you also check the process — the concrete conditions and routines the countermeasure depends on to hold.
Take Ohno's five-why machining case. The root cause is metal chips entering the lubrication system; the countermeasure is to add a strainer. The results check is straightforward: did the machine stop failing? The process check is the part teams forget — is the strainer still in place and intact, is there a routine to inspect and clean it, who checks the tank and how often, what happens when it clogs. Those are the standing checks that turn a one-time fix into a sustained one. This is exactly where structured problem solving hands off to daily operations: the Floor Management Development System and three-pillar activity are how those process checks get owned and sustained on the floor rather than forgotten once the project closes.
It is worth seeing that this one step asks two things at once: confirm the result against your goal statement, and confirm that a process measure is in place to sustain it. Those are different questions — "did we hit the target?" and "will it hold?" — answered with different evidence, yet they belong together. Checking the result without checking what sustains it is how a real gain quietly slips away. Holding both in a single step is a useful discipline: a result is not finished until the means of keeping it is part of the answer.
10Step 8 — Standardize and Share
Solving a problem once is not the goal; the goal is to make sure it stays solved and that the organization keeps what it learned. Three activities do that:
- Standardize — fold an effective countermeasure into the standard: the standardized work, the checklist, the drawing, the training. A countermeasure not built into a standard depends on memory and goodwill, and decays. Standardization locks the gain and resets the baseline.
- Sustain — standards drift. Follow-up — through layered audits, daily management, and visual controls — confirms the standard is still held months later. Without it the old condition quietly returns.
- Share (yokoten) — a problem solved on one line or machine is very often present elsewhere. Yokoten takes the countermeasure and the thinking to similar processes so the whole organization benefits.
This step also carries reflection — hansei. The other steps fix the problem; reflection improves the problem solver. Honest reflection asks what went well, what did not, and why — where did our thinking break down? At Toyota hansei is cultural: expected, scheduled, and taken seriously even when a project succeeds. The point is not blame but learning, so that capability compounds over time. This is the least glamorous and most neglected part of the cycle — and the difference between a culture of real problem solving and a culture of recurring firefighting.
11The eight steps — a reference aid
A one-screen summary you can keep beside a problem. Each panel is one step, its PDCA phase, and the key points that matter most when you actually do it.
Set context and direction before anything else — what situation, why it matters, what scope. Do not skip to defining; without shared background the work starts on quicksand.
Narrow the vague to the specific and measurable: bound the problem, quantify the gap, and separate the point of detection (where you noticed it) from the point of cause (where it originates). (My memory aid: AQD.)
A specific, measurable, time-bound commitment to close the defined gap. Not a wish, not a countermeasure. Don't set a stretch target before you grasp the current condition.
The make-or-break step. Test each "why" against evidence at the actual place. Tools (five whys, fishbone) only reveal how clearly you have seen it — a perfect chart built in a meeting room is still wrong.
Distinguish taisho (immediate containment) from taisaku (root-cause countermeasure). Push from administrative acts, past in-process detection (poka-yoke), to true prevention — changing conditions so the problem cannot occur (mizen-boushi). (My memory aid: ADP.)
Execute with clear ownership and dates, and carry to completion. Involve the people affected and confirm each countermeasure is actually in place and working.
Two checks, not one: did the metric reach the target (results), and did the countermeasures actually cause the gain (process)? Guard against false positives.
Lock the gain into the standard, sustain it through follow-up, share it across similar processes (yokoten), and reflect honestly (hansei) so the next problem is easier.
See the method applied end to end in these practical problem-solving reports and A3 cases on this site:
12Summary
Toyota Business Practices is PDCA made operational as eight steps: clarify and break down the problem, set a target, find the root cause, develop and carry through countermeasures, evaluate results and process, and standardize and share what worked. Five of the eight steps are Plan — because the method front-loads understanding, and most failures come from rushing that.
But hold the eight steps lightly. They are the current corporate form of a method that has been five, six, and seven steps before — and the number was never the point. What solves the problem is the quality of the thinking inside the steps: clear definition, honest measurement, causes tested against reality, countermeasures that prevent rather than patch, and reflection that makes the next problem easier. Content over form. Do a few things well rather than many poorly.
Key points
The eight steps (Toyota Business Practices) are Toyota's current standard method for gap-from-standard problems — one of several structured approaches (8D is another), and an expression of PDCA. Use them for a Type 2 problem; other problem types call for other approaches.
The method evolved from a 1980s five-step routine through six- and seven-step patterns to today's eight, becoming a fixed corporate standard around 2000. That drift is, in my view, a move from content toward form — useful for teaching at scale, but a reminder that the thinking matters more than the step count.
Across the steps: clarify before defining; define analytically, quantitatively, and in detail, separating point of detection from point of cause (my shorthand, AQD); set honest, measurable targets; test every cause against reality; push countermeasures from administrative acts, past in-process detection, to prevention that changes the conditions so the problem cannot occur — mizen-boushi (my shorthand, ADP); check results and process as two separate things; and standardize, sustain, share (yokoten), and reflect (hansei).