Work Standards Come Before Standardized Work
Before Standardized Work can stabilize human motion, technical Work Standards must clarify quality, tooling, machine accuracy, gauges, and process conditions.
This is article 7 of 10 in a series on Toyota Standardized Work.
One of the easiest mistakes in this subject is also one of the most damaging.
People try to fix a technical process problem with Standardized Work.
The operator is not following the chart. The work sequence varies. The cycle time is unstable. Quality is inconsistent. The supervisor says, “We need better standardized work.” A lean person updates the form. A new chart gets posted. The audit score improves for a while.
But the real problem remains.
The cutting tool condition varies. The datum scheme is not clear. The fixture does not locate the part consistently. The clamp force varies. The machine accuracy is drifting. The gauge method is weak. The quality characteristic is not defined well enough. The maintenance condition is unstable. The process standard is missing.
These are not mainly operator-sequence problems. They are technical process conditions — especially visible in machine shops, where tooling, datums, fixtures, clamps, gauges, cutting conditions, and machine accuracy often determine whether the work can be stable at all.
In that situation, the problem is not Standardized Work yet.
The problem is Work Standards.
This is a point Tom Harada and I talked about for years from the standpoint of machine-intensive environments, not just assembly lines. Isao Kato emphasized the same distinction in Toyota training: before you can begin with Standardized Work, you must clarify your Work Standards. John Shook has also referenced this distinction in LEI writing, which helped bring some attention to it in English. The idea sounds simple. In practice, many companies skip it.
They want the visible operator standard before they have clarified the technical standard underneath it.
That order is backwards.
My own experience colors this point.
Early in my Toyota career, I worked in the engine machine shops at Kamigo Plant. Kamigo was Taiichi Ohno’s old plant and, in my era, still one of Toyota’s model environments for engine machining and production engineering. I had the good fortune to work for Tom Harada, one of Toyota’s internal legendary figures for machine stability, quality, and reliability. His fingerprints were on machine design details most people would never see with the human eye.
Since I worked in an engine plant, you might assume I spent most of my time with Standardized Work Charts.
You would be wrong.
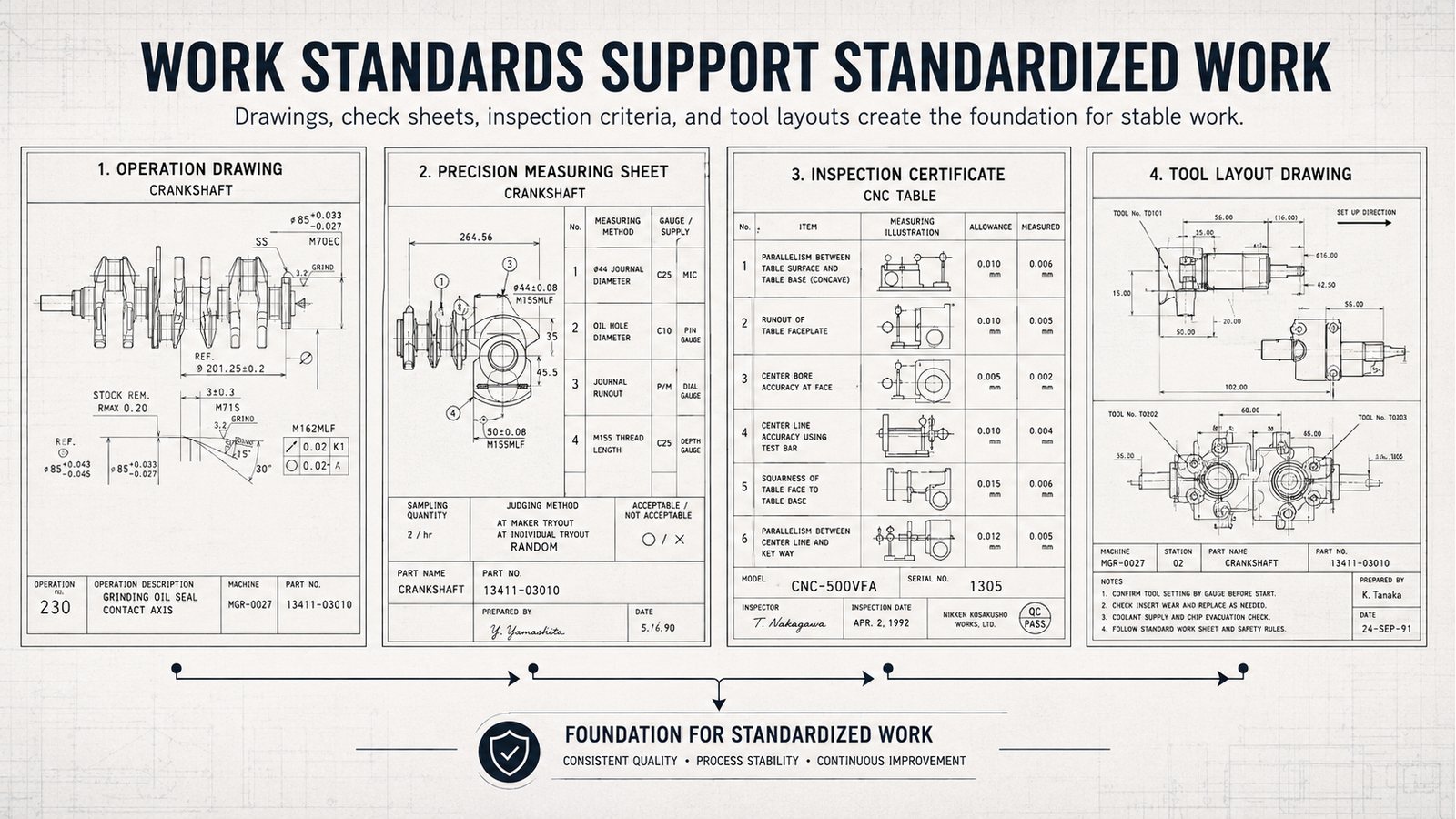
I rarely touched Standardized Work in the narrow Toyota sense because I was in machining. The vast majority of my work touched Work Standards — especially the documents required to maintain equipment, quality, and machining stability. In my world, the critical documents were things like Machine Cycle Charts, Operation Drawings, Quality Check Sheets, Tooling Layout Drawings, and Machine Static Accuracy records.
That is the strange gap between what I did inside Toyota and what many consulting presentations later emphasized. Machine tools are not usually in the foreground of the Toyota story. They are a hidden strength in the background. Toyota’s production engineering skill was second to none in the industry, but it is much less visible than kanban cards, andon boards, or Standardized Work Charts.
I worked around core engine components — cylinder blocks, heads, camshafts, crankshafts, connecting rods, pistons, and related parts. In those areas there could be hundreds of machining steps and very few operators. The lines were often highly automated. The human job had shifted toward responding to andon signals, changing cutting tools, conducting quality checks, performing machine cleaning, and carrying out operator-based preventive maintenance.
Of course we “standardized the work” in a broad English sense. But there were not as many traditional Standardized Work Charts as people might imagine. Those forms were heavily used in man-machine combination areas and assembly lines. In the engine machining environment I knew, however, much of the practical standardization had moved into Work Standards for operating equipment, tool changes, quality confirmation, machine condition, and other required support tasks.
That experience is one reason I am so careful with the words.
Different Standards for Different Problems
Toyota did not treat every document as the same thing.
This is one of the main points in this series. Toyota had many standards and documents: engineering standards, quality standards, inspection standards, maintenance standards, gauge standards, tooling standards, operation drawings, machine accuracy standards, machine cycle charts, troubleshooting standards, Job Instruction materials, kaizen forms, and Standardized Work forms.
Those documents had different purposes.
A Work Standard defines a technical requirement or condition that must be met for the product or process to function correctly. It may specify datum location, clamp force, temperature, pressure, dimension, cutting condition, inspection method, tooling detail, gauge method, machine accuracy, maintenance point, or quality criterion.
Standardized Work, in the Toyota production sense, defines the best current combination of human motion, work sequence, takt time, and standard work-in-process under current conditions.
Those two things are related, but they are not the same.
A Standardized Work Chart can show that a quality check occurs at step four. It does not define the complete quality standard.
A Combination Table can show that the operator loads a machine and moves to the next process. It does not define the machine’s accuracy requirement.
A Process Capacity Sheet can show manual time, automatic time, change frequency, and capacity. It does not by itself define the tooling standard that makes the process capable.
This distinction is not academic. It determines where you look for the problem.
The Operator Is Often the Wrong Starting Point
When the standard condition is not being achieved, many organizations begin with the operator.
Did the operator follow the steps? Did the team leader audit the work? Did the supervisor enforce the standard? Did training occur? Is the chart current?
Those are legitimate questions. But they are not always the first questions.
If a machine cannot hold dimension, the operator’s sequence is not the root cause.
If the fixture locates parts inconsistently, the Standardized Work Chart cannot make the part locate correctly.
If the gauge gives different results depending on who uses it, the problem is not solved by telling people to “follow standardized work.”
If the tooling condition varies, the operator may be forced into adjustment, checking, rework, waiting, or workarounds that do not appear on the chart.
If material presentation is unstable, the work sequence may break even if the operator is skilled and willing.
This is one reason Standardized Work becomes frustrating outside Toyota. Companies use it as a control device for the person, while leaving the technical conditions vague.
Toyota’s view was more demanding. It asked: what standard is missing, unclear, unstable, or not being maintained?
Sometimes the missing standard is the operator method. Often it is not.
Work Standards Are the Technical Base
The old Toyota course material placed Work Standards as a separate document family from Standardized Work. It listed examples such as operation drawings, tooling drawings, quality control information, gauges, daily maintenance, troubleshooting, machine accuracy, and machine cycle charts.
That is a very different category from the three Standardized Work forms.
In machining, five document types illustrate the point well.
A Machine Cycle Chart shows the timing and sequence of the machine’s automatic actions. It is about what the machine does, not what the operator does.
An Operation Drawing shows what happens to the workpiece at a specific machining operation: stock removal, dimensions, tolerances, datum locations, and clamping details.
A Quality Check Sheet defines what to measure, with what instrument, how often, and against what tolerance.
A Tooling Layout Drawing specifies the tools, tool positions, cutting conditions, tool life, and related tooling details.
A Static Accuracy Sheet records the machine’s precision baseline: spindle run-out, axis travel, positioning accuracy, squareness, repeatability, and other measurements that tell you whether the machine itself is still capable.
None of those is a Standardized Work Chart. But without them, a machining process cannot be understood, maintained, or improved properly.
Think about a machining process. The operator may have a clear sequence: respond to the andon, change a tool, check a part, clean a machine point, restart the process, or confirm a condition. But that sequence depends on a technical base.
The fixture must locate the part. The clamp force must be right. The cutting tool must be in condition. The coolant must be correct. The machine must hold accuracy. The gauge must be capable. The inspection method must be clear. The maintenance condition must support the cycle. The chip condition must not interfere with loading. The automatic stop must work.
Those conditions are not “nice to have.” They are the foundation that allows the human support work to be stable.
If they are missing, the operator will create workarounds. Those workarounds may look like failure to follow standardized work, but they are often symptoms of missing Work Standards.
This is why Article 4 emphasized the Process Capacity Sheet. Capacity is not merely arithmetic. It depends on process facts. Those facts depend on technical standards.
Standardized Work Cannot Carry All Knowledge
A common lean-consulting mistake is to make the Standardized Work Chart carry too much.
People say, “The chart should contain everything necessary to do the job.”
That sounds efficient. It is usually wrong.
If one sheet tries to be the SOP, quality standard, safety standard, tooling standard, training document, audit checklist, and kaizen plan, it becomes a weak version of all of them. More importantly, it creates risk.
Safety and quality key points may be noted on the Standardized Work Chart. But the chart should not be the only source of safety and quality knowledge. A well-intended kaizen effort could remove a check or motion to save time without understanding that the point protects quality or safety. On paper, the cycle improves. In reality, the process becomes more dangerous or less capable.
Toyota avoided this by maintaining different types of standards for different types of knowledge.
The Standardized Work Chart can point to the current sequence and important points.
Job Instruction can teach major steps, key points, and reasons why.
Work Standards define technical requirements.
Quality documents define inspection and acceptance conditions.
Maintenance standards define equipment care and condition.
Kaizen forms analyze motion, time, and improvement opportunities.
The strength is in the stack, not in forcing one document to do every job.
Why This Matters for Kaizen
The phrase “no kaizen without standards” is true, but it is often too vague.
Which standard?
If the problem is operator sequence, Standardized Work may be the right baseline.
If the problem is skill transfer, the Job Breakdown Sheet and Job Instruction method may be the right baseline.
If the problem is fixture location, cutting-tool condition, or machine accuracy, the Work Standard or quality standard may be the right baseline.
If the problem is machine downtime, the maintenance standard or machine condition standard may be the right baseline.
If the problem is excessive walking, the Combination Table and layout may be the right baseline.
If the problem is overproduction, takt, work sequence, standard work-in-process, and production control must be examined together.
Kaizen depends on standards, but Toyota had more than one kind of standard because Toyota had more than one kind of problem.
This is why the distinction matters. If you choose the wrong baseline, your improvement activity can become superficial. You may improve motion while the gauge method remains weak. You may rebalance work while the machine remains unstable. You may audit sequence while the tooling condition is the real cause of variation.
Good kaizen begins by locating the right standard layer.
A Simple Diagnostic Question
When Standardized Work is not being followed, do not begin with blame.
Begin with a diagnostic question:
Why can’t the person follow it?
That question must be asked honestly, not as a disguised accusation.
The answer may be training. It may be willful deviation. It may be poor supervision. Those possibilities exist.
But the answer may also be that the standard assumes conditions that do not exist. The part does not arrive in the right orientation. The machine cycle varies. The tool wears unpredictably. The quality check is unclear. The fixture is awkward. The gauge is not repeatable. The layout forces extra walking. The takt changed but the work was not rebalanced. The process capacity was never sufficient.
In those cases, enforcing the chart harder is not leadership. It is avoidance.
The better response is to identify which underlying standard is missing, weak, or not maintained.
This is where Toyota’s approach was both technical and human. It did not excuse poor method. But it also did not casually blame the person for system conditions.
Work Standards First Does Not Mean Standardized Work Later Forever
Saying Work Standards come before Standardized Work does not mean you wait for perfection.
Toyota did not wait for every process to be ideal before studying work. The system developed through experimentation, kaizen, and problem solving. Standards and standardized work improved together over time.
But there is still a logical order.
If the technical condition is unknown, the operator standard is fragile.
If the process quality is unstable, the chart may only document firefighting.
If equipment downtime is high, the sequence may not repeat enough to be meaningful.
If tooling and gauges are unclear, the operator may be asked to guarantee quality with insufficient means.
The old Toyota requirements for Standardized Work included repetitive cyclical work, high process and part quality, and low equipment downtime. Those are not minor footnotes. They tell us that Standardized Work assumes a certain level of process condition.
Where that condition is absent, the first work may be to create or restore the Work Standards that make Standardized Work possible.
The Hidden Foundation
Visitors rarely see this foundation.
They see the posted chart. They see the operator cycle. They see the work sequence. They see the visual form. They may not see the technical standards underneath the process: Machine Cycle Charts, Operation Drawings, Quality Check Sheets, Tooling Layout Drawings, Static Accuracy Sheets, gauges, maintenance points, tooling details, machine accuracy checks, quality standards, and engineering knowledge that make the visible work possible.
That invisibility creates a copying problem.
The visible chart is easy to imitate. The hidden foundation is harder to build.
But without that foundation, Standardized Work becomes unstable. The chart says one thing. The process requires another. The operator adapts. The supervisor audits. The lean office updates the form. The same problems return.
The missing piece is not discipline alone.
It is often the lack of clear Work Standards.
The Practical Lesson
Work Standards come before Standardized Work because the technical condition comes before the human-motion standard.
This does not reduce the importance of Standardized Work. It makes Standardized Work more useful.
When Work Standards are clear, Standardized Work can do its proper job. It can define the best current combination of human motion, sequence, takt time, and standard work-in-process. It can help supervisors observe. It can support Job Instruction. It can expose abnormalities. It can create a baseline for kaizen.
When Work Standards are weak, Standardized Work is asked to compensate for missing technical knowledge. That is not fair to the operator, the supervisor, or the form.
So before asking, “Why isn’t standardized work being followed?” ask a deeper question:
Do we have the Work Standards in place that make this Standardized Work possible?
That question will often take you closer to the real problem.
Series navigation: Previous: The Standardized Work Chart: The Final Form, Not the Starting Point | Next: Standardized Work and Job Instruction: The Document Does Not Teach the Job