The Three Forms Behind Real Toyota Standardized Work
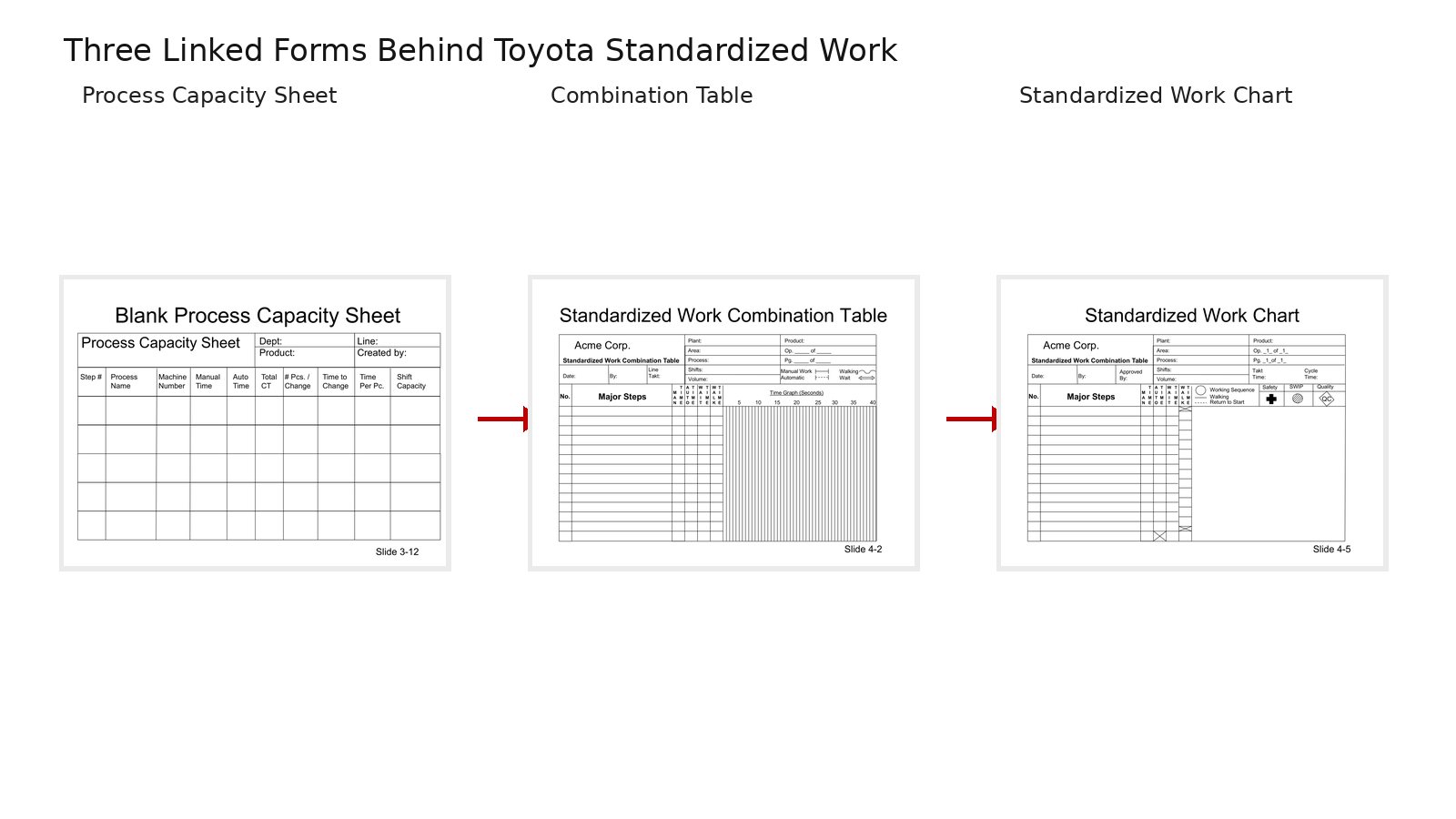
Real Toyota Standardized Work rests on three linked forms: the Process Capacity Sheet, the Combination Table, and the Standardized Work Chart.
This is article 3 of 10 in a series on Toyota Standardized Work.
In the last article I described the machine-shop problem that helped give birth to Toyota Standardized Work. The problem was not paperwork. It was the practical difficulty of combining people, machines, time, motion, material, quality, and demand without falling into either human waiting or overproduction.
That is the background for the three forms.
Most people who encounter Standardized Work see the final chart first. It is posted near the process. It shows a layout, a work sequence, some symbols for safety or quality, and the standard work-in-process. It looks like the document.
But in Toyota thinking, the chart is not where the thinking starts. It is where a certain amount of thinking finally becomes visible.
The full logic normally runs through three linked forms:
- Process Capacity Sheet
- Standardized Work Combination Table
- Standardized Work Chart
Those names sound bureaucratic. They are not. Each form answers a different question. If you skip one, you may still have a nice-looking document, but you have weakened the analysis behind it.
The Form Is Not the System
This is one of the traps in copying Toyota.
A visitor sees a Standardized Work Chart. A consultant redraws the chart. A company creates a template. The template becomes part of a lean rollout. Soon people are filling in boxes because the audit asks for standardized work.
The surface form has moved. The thinking often has not.
The Toyota question was not, “How do we make every job have a documented work instruction?” The question was closer to this:
Given the current takt time, what is the best present way to combine human motion, machine time, walking, work sequence, standard work-in-process, quality, safety, and process capability so we can produce what is needed and see the next problems?
That question cannot be answered well from a blank chart alone.
The chart shows the answer in a simplified workplace form. The capacity sheet and the combination table help produce the answer.
That difference matters.
First Question: What Can the Process Actually Do?
The Process Capacity Sheet starts with capability. It asks what each process step can actually produce under current conditions.
This is especially important in the machine-shop origin of Standardized Work. If an operator is going to handle several machines or processes, you need to understand more than the sequence of steps. You need to know the capacity of the process elements themselves.
A typical Process Capacity Sheet records items such as:
- process step,
- machine number,
- manual time,
- automatic machine time,
- total cycle time,
- tool-change frequency,
- time to change,
- time per piece,
- shift capacity.
That list tells you something about the mind behind the form.
Toyota was not only asking what the operator should do next. It was asking whether the process can meet the required production rate. Where is the constraint? Which machine cycle is long? How much manual work is required? Is tool changing part of the real capacity picture? Is the bottleneck a machine, a manual element, a change item, or a quality/availability problem hiding underneath the timing?
Some companies might not be able to relate to this step as they are assembly-only, for example, and don’t need it the way Toyota did. Or some companies skip this step because it feels too technical. They simply want the operator method detailed. But if the process cannot meet demand, or if the machine condition is unstable, or if a tool-change pattern is ignored, the final chart may simply document an impossible or misleading condition.
That is not Standardized Work. That is wishful thinking with boxes around it.
The Process Capacity Sheet grounds the discussion. Before deciding the operator’s cycle, it asks what the process can support.
Second Question: How Do Human Time and Machine Time Fit Together?
The Standardized Work Combination Table is where the machine-shop origin becomes most visible.
This form is not merely a list of steps. It lays out manual work, automatic machine time, walking, waiting, and takt time on a time scale. It lets you see the relationship between the person and the machines or processes.
That is the relationship Ohno was attacking in the 1950s.
In a one-person/one-machine arrangement, the waste can be hidden. The person loads the machine, waits while it cuts, unloads it, checks the part, and repeats. The work may look normal because the person is assigned to the machine. But once you separate human work from machine work, the waiting becomes visible.
The combination table asks practical questions:
- How much time is actual manual work?
- How much time is automatic machine cycle?
- When is the person walking?
- When is the person waiting?
- When is the machine waiting?
- Can the person move to another process while the first machine runs?
- Does the proposed sequence fit inside takt time?
- Is the operator sequence the same as the process sequence, or does machine timing require a different human sequence?
That last question is important. In multi-machine or multi-process handling, the operator’s work sequence may not simply follow process number one, two, three, four. The correct sequence may be determined by machine completion timing, manual load/unload work, walking distance, inspection requirements, and takt. Toyota found that different combinations yield different results and the answer was not always the most intuitive one.
The combination table is a way of graphically seeing that relationship before it becomes a posted chart.
Without it, people often argue from opinion. “This person is busy.” “That machine is idle.” “We need another operator.” “The operator should follow the process order.” “The machine utilization is too low.”
Maybe. Maybe not.
The combination table forces a better conversation with facts and data. It separates human work, machine work, walking, waiting, and demand. That is far more powerful than simply writing a work procedure.
Third Question: What Is the Workplace Standard Condition?
The Standardized Work Chart is the final expression.
It normally shows the layout, the operator’s work sequence, walking path, return path, standard work-in-process, safety points, quality points, takt time, cycle time, and related information needed at the worksite.
This is the form most people recognize.
It is also the form most easily misunderstood.
The chart is not supposed to be a decorative poster. It is not a substitute for Job Instruction. It is not a technical quality standard. It is not the whole kaizen analysis. It is the visible workplace representation of the current best method, under current conditions, after the process capacity and work combination have been studied.
That is why I call it the final form, not the starting point.
The chart should help a supervisor, team leader, operator, engineer, or kaizen person see whether the current condition is being followed and where the next abnormality or improvement question appears.
Why is there standard work-in-process here? Why is the walking path so long? Why is a quality check placed at this point? Why does the return path exist? Why does the cycle exceed takt? Why is the operator waiting? Why does the machine wait? Why does this layout force extra motion?
The chart should lead back into observation and improvement. It should not end the discussion. Questions about Standardized Work inside of Toyota inevitably lead back to the supporting documents and actual conditions.
Why Three Forms Were Needed
If Standardized Work were just an SOP, one form would be enough.
List the steps. Add safety notes. Add quality points. Train people. Audit compliance. And that is what most companies even today do in reality.
But Toyota’s problem was harder than that.
In the machine shops, the work involved automatic machine cycles, manual loading and unloading, walking, tool changes, process capacity, quality checks, equipment reliability, and a takt-based production requirement. In assembly, takt could change, allowed labor could change, and the work had to be rebalanced. In both cases, kaizen required a visible baseline.
A single posted chart cannot carry all of that analysis by itself.
The Process Capacity Sheet sees the equipment processes and times.
The Combination Table sees the relation between human time, machine time, walking, waiting, and takt.
The Standardized Work Chart sees the workplace condition: sequence, layout, SWIP, safety, quality, and motion.
That is the three-form logic.
The forms are linked, but they are not interchangeable. Confusing them creates weak standardized work.
What Gets Lost When Companies Start with the Chart
When companies start with the final chart, several mistakes follow.
First, they may document a method without knowing actual process capacity. The chart looks complete, but the capacity problem remains hidden. At best, an engineer somewhere has this calculation filed away somewhere.
Second, they may miss the difference between human time and machine time. The operator may look busy while still carrying large amounts of waiting, walking, or poorly timed motion.
Third, they may treat takt time as a number printed in a box rather than the demand constraint shaping the work design.
Fourth, they may confuse Standardized Work with Job Instruction. A chart can support teaching, but it does not teach the job by itself. The major steps, key points, reasons why, skill development, and practice still matter. And there is still the problem of “how to instruct” which is not encoded in the document.
Fifth, they may confuse Standardized Work with Work Standards. A chart cannot replace tooling standards, quality checks, gauges, machine accuracy, maintenance standards, or process capability.
Finally, they may turn Standardized Work into Lean Wallpaper: a posted artifact that satisfies an audit but does not help anyone see or improve the work.
That is why the sequence matters in Toyota.
A Thinking Sequence, Not a Paperwork Sequence
I do not want to make the opposite mistake and suggest that Toyota people worshipped the forms. They did not.
The forms matter because the thinking process matters. Creating the forms exposes implicit knowledge, facts, and assumptions for analysis.
A capable Toyota supervisor or engineer could often see more in a few minutes of observation than a beginner could see after filling out several templates. But the forms disciplined the observation. They forced certain distinctions to be made. They created a common way to discuss work. They helped connect production demand, process capability, motion, training, and kaizen.
That is what a good form does. It does not replace thinking. It channels thinking.
The Process Capacity Sheet asks, “Can the process do what we need?”
The Combination Table asks, “How do the person, machine, walking, waiting, and takt fit together?”
The Standardized Work Chart asks, “What is the current workplace method and material condition we will follow, observe, teach, and improve?”
If you understand those questions, the forms become useful. If you only copy the boxes, the forms become paperwork.
The Bridge to the Next Three Articles
This article is only the overview. Each form deserves its own treatment.
The Process Capacity Sheet is where Standardized Work begins because capability sets the boundary. If the process cannot support takt, the operator chart will not solve the problem.
The Standardized Work Combination Table is the most revealing form for seeing human and machine time together. It carries the machine-shop DNA of Toyota Standardized Work more clearly than any other sheet.
The Standardized Work Chart is the final workplace expression. It is the sheet people most often copy, but it only has power when it rests on the analysis before it.
That is the practical correction I want readers to take from this article.
Toyota Standardized Work was not one document. It was a way to turn observed work into a standard condition for control, teaching, problem seeing, and kaizen.
The three forms are not bureaucracy. They are the logic trail.
Series navigation: Previous: The Machine-Shop Problem That Gave Birth to Standardized Work | Next: The Process Capacity Sheet: Where Standardized Work Starts