The Process Capacity Sheet: Where Standardized Work Starts
The Process Capacity Sheet grounds Standardized Work in process facts: manual time, automatic time, tool changes, and actual capability.
This is article 4 of 10 in a series on Toyota Standardized Work.
The Standardized Work Chart gets most of the attention. It is the form people recognize. It is the form that gets posted. It is the form that visitors notice.
But if you want to understand Toyota Standardized Work, do not start with the chart.
Start with the Process Capacity Sheet.
That may sound backwards. Many people want to begin by writing the operator sequence. What does the operator do first? What comes next? Where does the operator walk? Where is the standard work-in-process?
Those questions matter. But they are not the first questions.
The first question is more basic: what can the process actually do under current conditions?
If that question is not answered, the rest of the Standardized Work analysis sits on weak ground.
Capacity Before Sequence
The old Toyota training definition of Standardized Work is useful here. Standardized Work is a document centered upon human motion that combines the elements of a job into the most effective sequence with minimal waste to achieve the most efficient level of production possible under current conditions.
Notice the last words: under current conditions.
Current conditions include more than the operator’s motion. They include machine cycle time, manual time, tool changes, equipment availability, quality capability, process sequence, and demand. If the process cannot produce to the required rate, the operator sequence alone cannot rescue it.
That is why the Process Capacity Sheet comes first.
It asks whether the process has the capacity to meet the production requirement. It also starts showing where the limiting condition may be.
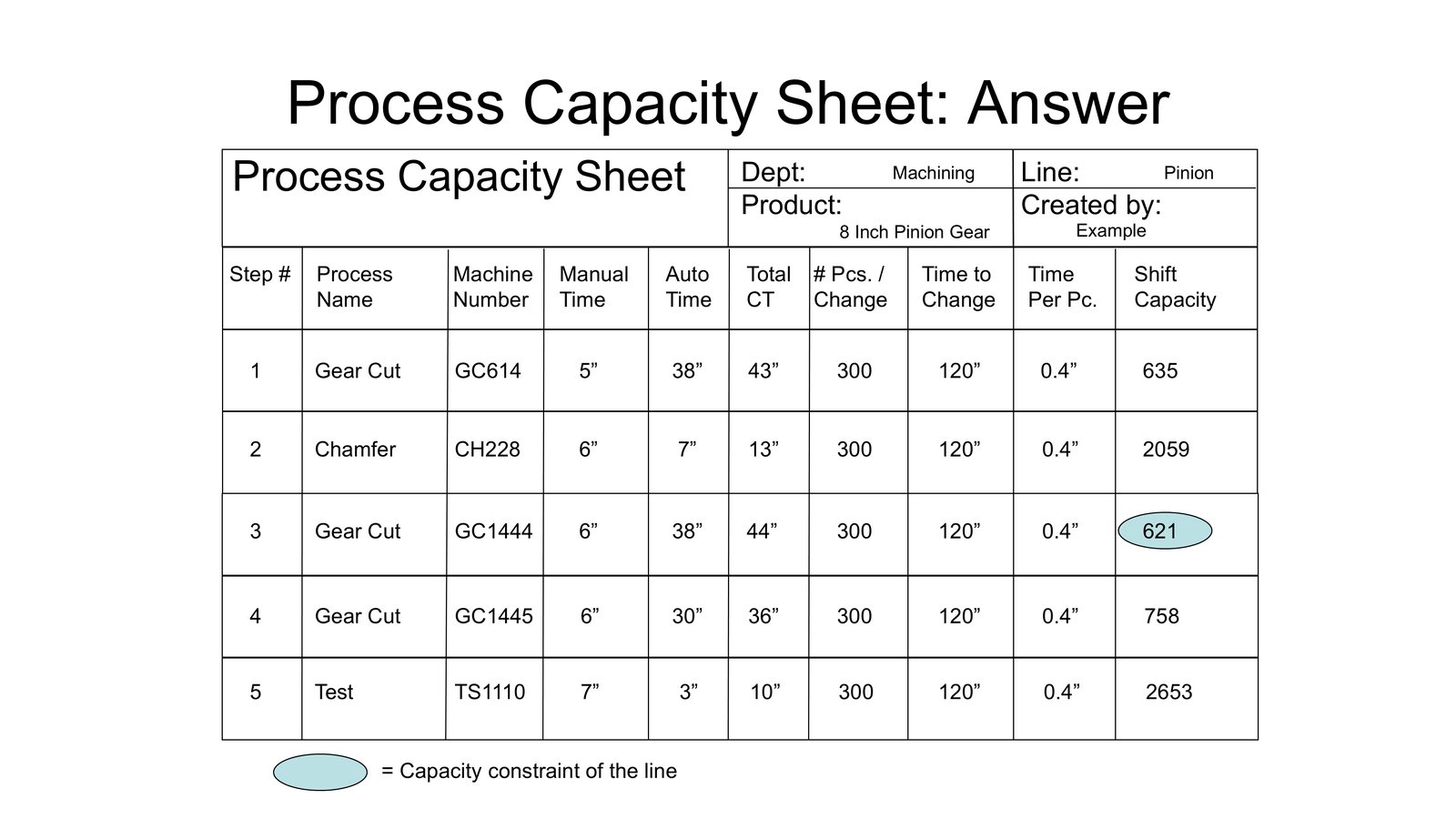
A typical Process Capacity Sheet includes:
- step number,
- process name,
- machine number,
- manual time,
- automatic machine time,
- total cycle time,
- number of pieces per change,
- time to change,
- time per piece,
- shift capacity.
Those columns look simple. They are not trivial.
They force the person studying the work to separate things that are often blurred together.
Manual time is not automatic machine time. Total cycle time is not always the same as operator work time. A tool change every so many pieces is part of real capacity. Shift capacity is not a wish; it is calculated from the current process facts.
This is already a different mindset from a normal work instruction.
The Machine-Shop Logic
The importance of the Process Capacity Sheet becomes clearer if we return to Toyota’s machine-shop origin.
In a one-person/one-machine arrangement, many capacity questions can stay hidden. The operator is assigned to the machine. The machine runs. The operator loads, unloads, watches, checks, adjusts, waits, and repeats.
But when Toyota began separating human work from machine work and moving toward multi-machine and multi-process handling, hidden relationships became visible.
Could one person handle two machines? Three? Five? More?
The answer depended on more than courage or effort. It depended on the timing and capability of the process. This is one of the less developed parts of the Toyota Standardized Work storyline. Much of the 1950s and 1960s era was about how to make machines more reliable, consistent, and repeatable. Tom Harada, a mechanical engineer from this era, comments on this frequently to me. Somehow the TPS storyline skipped the two decades of machine process quality, stability, and uptime we worked on, he jokes.
If Machine A cuts for 40 seconds, Machine B cuts for 55 seconds, and Machine C cuts for 30 seconds, the operator’s sequence cannot be designed by opinion. If one process requires frequent tool changes, that must be counted. If a machine cycle is unreliable, that must be addressed. If a manual load/unload element is longer than assumed, the whole combination changes. Fixing that over time is part of the hidden story of Toyota’s success and enabling Standardized Work. The IE side of the story was fairly documented while the ME side was left in the dark.
The Process Capacity Sheet does not solve all those problems by itself. But it makes them discussable. And with a mind for improvement you can identify machine areas for improvement in tooling, jigs, fixtures, and other areas.
It says: before we decide the human cycle, let us understand the process capacity and, by extension, machine stability. Skip this step in a machine-intensive environment and you are going to flounder.
What the Sheet Makes Visible
The sheet is useful because it separates several practical questions.
First, it shows process steps and equipment. That sounds obvious, but it prevents a common error: discussing “the job” as if it were one lump. A line or cell may contain several processes, each with different timing, capacity, tooling, and constraints.
Second, it separates manual time from automatic time. This is essential in machine work. If the machine is cutting automatically, the operator may not need to stand there. But if the automatic cycle requires constant babysitting due to quality or downtime problems, that is not a standardized-work issue alone. It may be a jidoka, maintenance, tooling, quality, or process-capability issue.
Third, it includes total cycle time. This helps identify whether a process step can fit the required production rhythm.
Fourth, it accounts for changes such as tool replacement. A process may look capable if you ignore tool change, dressing, adjustment, or other recurring activity. Toyota thinking does not improve by pretending these things do not exist.
Fifth, it translates the facts into capacity. How many pieces can the step support in the available time? Where is the bottleneck? Which process determines the practical limit?
A good Process Capacity Sheet does not merely fill boxes. It changes the conversation.
Instead of saying, “The operator should work faster,” it may show that the machine cycle is the constraint. Or it might show how parts repeatedly hang up on the machine and do not exit properly. This disrupts operator flow even though the root cause is in the machine and not the person.
Alternatively instead of saying, “We need another person,” it also may show that walking and waiting need to be recombined. All of these cases occurred in the early era of Standardized Work.
Instead of saying, “Standardized Work is not being followed,” it may show that the process was never capable of meeting takt under the assumed conditions.
That distinction is important.
Takt Time Is Waiting in the Background
The Process Capacity Sheet is not a takt-time article by itself, but takt is always in the background.
Standardized Work is not designed in a vacuum. It is designed against a required rate of production. If takt is 60 seconds, the question is whether each process and the total work combination can support that rhythm. If takt changes, the answer may change.
Toyota Japan historically reviewed takt and labor allocation relatively often. In assembly, takt could change monthly. Allowed labor changed. Work had to be rebalanced. Standardized Work changed. Kaizen was required.
That is why capacity matters. In a machine-constrained situation, you cannot simply make more parts if the machine is the bottleneck or has downtime or quality problems.
If takt changes and the capacity sheet is ignored, the company may simply pressure the operator or redraw the chart. Toyota would look more carefully. Is the process capable? Which step is tight? Is the problem machine time, manual time, walking, tool change, quality, availability, or layout?
The sheet helps prevent the lazy answer.
Capacity Is Not Just Machine Utilization
There is another trap here.
People sometimes confuse capacity thinking with maximizing machine utilization. Toyota’s machine-shop history shows the danger of that assumption.
Ohno was not trying to keep every machine running at maximum output regardless of demand. That would create overproduction. Nor was he trying simply to make people work harder. He was trying to improve the relationship among demand, labor productivity, machine capability, flow, cost, and waste.
A machine may be capable of producing more than needed. That does not mean it should produce more than needed. A machine may also have excess capacity locally but still create waste if it forces human waiting, inventory, or poor flow.
The Process Capacity Sheet is therefore not a license to run every process flat out. It is a way to know what the process can do so the work can be designed to meet demand with minimal waste.
Capacity must be understood. Then it must be connected to takt, flow, and standard work-in-process.
When the Sheet Reveals a Different Problem
One of the most useful things about the Process Capacity Sheet is that it may tell you not to force Standardized Work as the first countermeasure.
If process quality is unstable, the problem may sit in Work Standards, tooling, gauging, machine condition, inspection method, or process capability. If equipment downtime is high, the problem may require maintenance, abnormality detection, machine accuracy work, or deeper technical problem solving. If tool changes are long or frequent, the problem may sit in tooling, setup, material, or design.
The old Toyota course material listed three basic requirements for Standardized Work in the TPS sense: repetitive cyclical work, high process and part quality, and low equipment downtime.
The Process Capacity Sheet helps test those assumptions.
It does not let us hide behind the operator.
If the process is unstable, a perfect chart will not make it stable. If the machine cannot hold condition, a better walking path will not solve the root cause. If the process has insufficient capacity, a posted sequence may simply institutionalize stress.
This is why Work Standards come before Standardized Work. Technical standards for tooling, gauges, quality, maintenance, machine accuracy, and process conditions establish the foundation. Standardized Work then describes the best current combination of human motion and process conditions to meet demand.
Do not ask the Standardized Work Chart to do the job of a missing Work Standard.
The Human Side of Capacity
Although the Process Capacity Sheet looks technical, it protects the human side of the system as well.
Without capacity analysis, managers often blame people for system problems. The operator is too slow. The team leader is not enforcing the standard. The supervisor is not disciplined. The chart is not being followed.
Sometimes those things may be true. But often the facts say something else.
A machine cycle may exceed the assumed time. A tool change may be missing from the calculation. Quality checks may take longer than planned. The process may require waiting that nobody counted. The line may be scheduled at a rate the current condition cannot support.
The Process Capacity Sheet gives the supervisor and engineer a better basis for discussion.
It also supports kaizen. Once the limiting condition is visible, improvement can be aimed properly. Reduce manual time. Shorten machine cycle. Improve tool life. Reduce change time. Improve reliability. Move quality confirmation to the right point. Change the layout. Rebalance the work. Adjust the work sequence.
Without the sheet, kaizen can become a hunt for obvious motion waste while the real constraint remains untouched.
Why This Is Where Standardized Work Starts
The Process Capacity Sheet is not glamorous. It is not the form that most people want to create. It does not look like the lean visual everyone expects.
But it answers the first serious question.
Can the process, under current conditions, support the required work?
Until that question is answered, the Combination Table is guessing and the Standardized Work Chart is premature.
This is the practical lesson.
Toyota Standardized Work begins with reality, not with the template.
The Process Capacity Sheet forces the work study to start with process facts: manual time, machine time, change items, cycle, and capacity. It helps distinguish operator problems from process problems. It connects the later human-motion analysis to actual capability. It prevents a chart from becoming a decorative fiction.
That is why the sheet matters.
The next form, the Standardized Work Combination Table, takes these capacity facts and asks the next question: how do human work, automatic machine time, walking, waiting, and takt fit together in one cycle?
That is where the relationship becomes visible.
Series navigation: Previous: The Three Forms Behind Real Toyota Standardized Work | Next: The Standardized Work Combination Table: Seeing Human and Machine Time Together