The Standardized Work Combination Table: Seeing Human and Machine Time Together
The Combination Table makes human work, machine time, walking, waiting, and takt visible in one repeated cycle.
This is article 5 of 10 in a series on Toyota Standardized Work.
If I had to choose one form that carries the machine-shop DNA of Toyota Standardized Work, it would be the Standardized Work Combination Table.
The final Standardized Work Chart is more visible. The Process Capacity Sheet is more foundational. But the Combination Table shows the relationship that Taiichi Ohno and others were trying to understand in the machine shops: human work, machine work, walking, waiting, and takt time in one repeated cycle.
That relationship is easy to describe and hard to see. A stacked bar chart could show some of this but not all the relevant detail. The genius in this form is quite amazing when you stop and consider it in detail.
A person loads a machine. The machine cuts automatically. The person may wait, walk, inspect, unload another machine, prepare material, or return to the first machine. The machine may wait for the person. The person may wait for the machine. The work may or may not fit takt. A layout may look efficient from a machine-placement standpoint but waste human motion. A machine may have high utilization and still create poor total productivity. Another machine may have lower utilization and still support a better total system.
The Combination Table exists because those relationships cannot be managed well by slogans.
Not a List of Steps
Many companies turn Standardized Work into a sequence list. Step one, step two, step three. Sometimes they add time. Sometimes they add safety and quality notes. That can be useful, but it is not the same as a Combination Table.
The Combination Table is a time relationship chart.
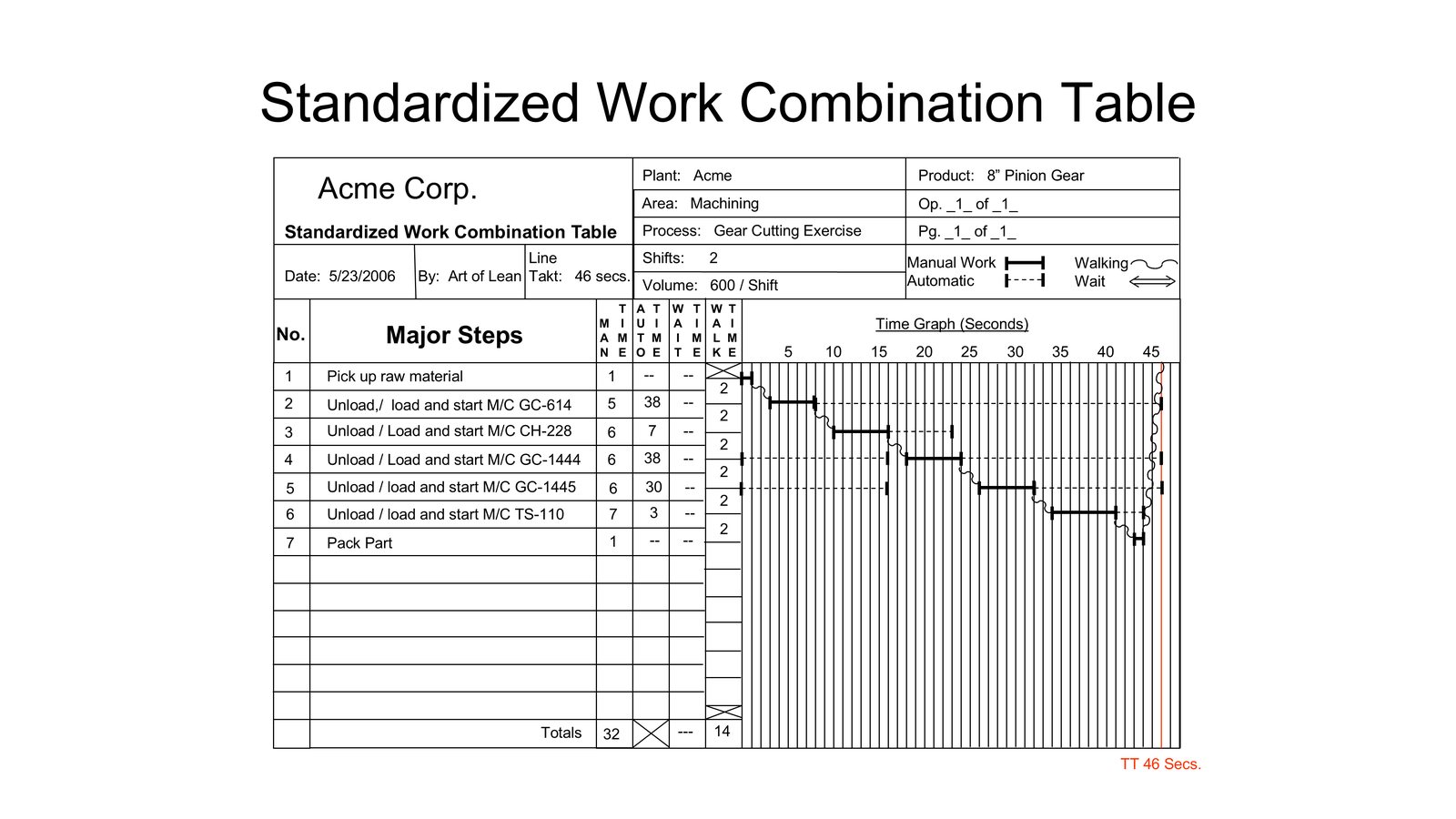
It typically records major steps, manual time, automatic machine time, walking time, waiting time, and then plots these elements against a time scale. Takt time is shown as the demand boundary. The symbols make it possible to see what the operator is doing while the machine is doing its work.
That is the essential point.
The table separates the person from the machine on paper so the real work can be recombined in practice.
In the old one-person/one-machine assumption, the person and machine were mentally fused. The machine was cutting, so the person was assigned there. If the operator stood nearby, that looked normal. If the machine was running, the area looked productive.
Ohno’s question was different: when the machine is cutting automatically, what should the human being be doing? “You don’t sit and watch your automatic washing machine at home, do you?” he occasionally joked.
The Combination Table is one answer to that question.
Manual Time Is Not Automatic Time
The first discipline is separation.
Manual time is the time the person is actively doing work: loading, unloading, checking, fastening, positioning, starting, confirming, moving a part, or performing some other human action.
Automatic time is the time the machine runs without direct human action. Cutting, drilling, turning, welding, pressing, curing, washing, testing, or any automatic cycle may fall here, depending on the process.
Walking time is the human motion between work points.
Waiting time is time when the person is not doing needed work because the timing relationship is poor or because the machine, process, material, or sequence is not ready.
These categories matter because they suggest different countermeasures.
Manual time may be improved through motion study, tool placement, two-hand work, fixture improvement, part presentation, method change, or skill.
Automatic time may require machine improvement, tooling, cutting condition changes, maintenance, process engineering, or equipment changes.
Walking time may require layout, part location, work allocation, or sequence changes.
Waiting time may require recombination, kaizen, layout, jidoka, process capability, or demand adjustment.
If all these are simply called “cycle time,” the countermeasure discussion gets weaker.
Toyota’s strength was often in making useful distinctions. The Combination Table is a distinction-making device.
The Takt Boundary
The Combination Table is not just a stopwatch record. It is a comparison against takt.
Takt time represents the required production rhythm based on customer demand and available time. In Standardized Work, it is not decoration. It is the boundary within which the work combination must fit.
If the operator’s manual work, walking, waiting, and necessary sequence exceed takt, the process cannot meet demand in that configuration. If the automatic machine time extends beyond takt, that may or may not be a problem depending on how the work is combined, how many machines are used, and where the constraint sits. If the machine cycle is long but the person can tend several processes while it runs, the human cycle may still meet takt.
This is exactly why the Combination Table is powerful.
It prevents simplistic conclusions.
A long machine cycle is not automatically the same as a long human cycle. A busy operator is not automatically a productive operator. A machine waiting is not automatically a bad thing if the total system meets demand at lower cost and without overproduction. Human waiting may be the more serious repeated waste, especially when it occurs every cycle.
The table lets these trade-offs be seen.
The Operator Sequence May Not Be the Process Sequence
This is one of the most important practitioner points.
In a simple assembly job, the operator sequence may closely follow the build sequence. Pick part A, attach part A, pick part B, attach part B, check, move on.
In a machine-intensive process, the best operator sequence may not match the process sequence. Machine completion timing can determine the human route.
Suppose the process order is A, B, C, D. Machine A may finish its automatic cycle after 40 seconds, B after 65 seconds, C after 30 seconds, and D after 50 seconds. The operator may need to unload and reload C before returning to A. Or the operator may need to walk past B while it is still cutting and handle D first. Or a quality check may need to occur after C even though the process flow says D is next.
The process sequence tells how the part flows.
The operator sequence tells how the person must move and act to make the system work.
They are related, but they are not always the same.
Shingo later noted this point in describing Toyota’s multi-machine handling: in multi-process machine lines, the worker’s action sequence does not necessarily have to follow process order. It should be set according to machine completion timing and the best work combination. This can make the walk pattern appear abnormal but it might in the current state of certain operations be more efficient.
That is a very different idea from a generic SOP.
The Combination Table is the form that helps reveal it.
Walking Is Not Automatically Bad, Waiting Is Not Automatically Harmless
Lean people often say walking is waste. That is broadly true, but it can be misleading if repeated too mechanically.
In the machine-shop problem, walking to operate several machines could be much better than standing still beside one machine and waiting. The real question was not whether walking existed. The question was whether the total combination of walking, manual work, machine work, waiting, and demand was the best current method. Excess walking was waste but some walking in the current condition was required.
Walking that replaces human waiting may be useful temporarily. Then kaizen should reduce the walking. A U-shaped or L-shaped layout may make multi-process handling possible. Later, equipment orientation, part presentation, automatic stops, or smaller machines may reduce the walking further. Automation can enter the equation over time as well.
That is how Standardized Work and kaizen reinforce each other.
The Combination Table does not make walking good. It makes walking visible.
It also makes waiting visible. Waiting is often hidden because it feels normal. The operator waits for a machine. The machine waits for the operator. The person waits for material. The cycle waits for a quality confirmation. The table forces that waiting to be named.
Once named, it can be challenged.
Jidoka Is in the Background
The Combination Table assumes that automatic machine time can be separated from human watching. That assumption depends on jidoka in the practical Toyota sense.
If the machine requires a person to stand there and watch every second because tools break, chips clog, parts misload, or quality drifts without detection, then the problem is not solved by drawing a better combination table. The problem may be abnormality detection, machine reliability, tooling, maintenance, fixture design, inspection method, or process capability.
This is why separation of man from machine and the built-in-quality style of jidoka belong together.
A machine should do machine work. A person should do human work. If the machine cannot be trusted to do automatic work without being babysat, improve the machine and detection condition. Do not permanently make the person the detection device unless the process truly requires it.
The Combination Table helps expose where this separation is possible and where it is not yet possible.
That is a subtle but important point. The form is not only describing work. It is testing the production system’s maturity.
A Kaizen Form as Much as a Standardizing Form
The Combination Table is often treated as part of Standardized Work documentation. It is that, but it is also a kaizen form.
Once manual, automatic, walking, waiting, and takt are laid out, improvement questions almost ask themselves.
Can this manual element be eliminated, combined, rearranged, or simplified?
Can this walking be reduced by moving the material point?
Can this machine be given a reliable automatic stop?
Can the operator load another machine during this automatic cycle?
Can a tool change be separated, reduced, or moved?
Can the work sequence be changed to reduce waiting?
Can standard work-in-process be reduced without starving the next step?
Can the process meet a new takt without adding labor, or is a deeper process improvement required?
This is why Toyota Standardized Work should never be reduced to compliance. If a Combination Table only documents today’s method and never creates tomorrow’s improvement question, it is being underused.
The table makes the current condition visible enough to challenge.
Why Companies Struggle With This Form
The Combination Table is harder than the final chart because it requires observation and judgment. It also requires repetitive processes that are reliable.
You have to watch the work. You have to time elements. You have to distinguish manual work from automatic work. You have to understand walking. You have to know whether waiting is real or caused by abnormality. You have to connect the work to takt. You have to know enough about machines and process capability to avoid blaming the operator for a technical problem.
This is why many companies skip it.
They prefer the final standardized work chart because the chart can be drawn from a layout and a step list. The Combination Table demands that someone actually understand the relationship between people and equipment.
Toyota built that capability over time through supervisors, engineers, kaizen training, TWI/JI, P-Course-style industrial engineering, and direct observation. The form did not create the capability by itself. It expressed and reinforced the capability.
That is why copying the template without developing the skill disappoints people.
The table is simple only after you know how to see.
The Bridge to the Chart
The Combination Table does not replace the Standardized Work Chart. It prepares it.
After the capacity facts are understood and the time relationship is studied, the final chart can show the workplace method: layout, sequence, walking path, return path, safety points, quality points, takt, cycle time, and standard work-in-process.
The chart is the visible standard condition.
But the Combination Table is where much of the real work design is tested.
If the chart says the operator follows a certain sequence, the Combination Table should explain why that sequence makes sense against takt and machine timing. If the chart shows standard work-in-process at a point, the combination and process logic should explain why it is needed. If the chart shows a long walking path, the table should help reveal whether it is currently necessary or a kaizen target.
That is the practical connection.
The Standardized Work Combination Table is Toyota’s way of seeing the relationship between human time and machine time before turning it into a posted workplace standard.
Without it, the Standardized Work Chart can become a picture of a method.
With it, the chart becomes the expression of a studied relationship.
Series navigation: Previous: The Process Capacity Sheet: Where Standardized Work Starts | Next: The Standardized Work Chart: The Final Form, Not the Starting Point