Standardized Work and Kaizen: No Improvement Without a Baseline
Standardized Work and kaizen grew together at Toyota: the standard gives a baseline, and kaizen improves the method.
This is article 9 of 10 in a series on Toyota Standardized Work.
It is almost impossible to separate Standardized Work and kaizen in Toyota history.
Kaizen helped create the need for Standardized Work documents. Standardized Work gave people a way to analyze their own work and improve it. The two developed together, reinforced each other, and eventually were taught together inside Toyota.
This is a yin and yang relationship.
But it is also easy to misunderstand.
Some people hear “no kaizen without standards” and conclude that Standardized Work is all you need for kaizen. That is not true. Standardized Work is one powerful path for kaizen, especially in repetitive human-motion and man-machine combination work. But Toyota kaizen also drew from Work Standards, Job Methods, industrial engineering, time study, motion analysis, process analysis, machine loss analysis, material flow analysis, jidoka, JIT, and problem solving.
No one tool ruled everything.
That was part of Toyota’s strength.
Standardized Work Was Not a Static Control Device
Outside Toyota, Standardized Work is often treated as a control document. Define the method. Post the chart. Audit compliance. Correct deviations.
That is one use, but it is not the deeper Toyota logic.
Standardized Work creates a baseline. Once the current method is visible, you can ask better questions.
Why does the operator walk there?
Why is this sequence required?
Why is the manual work longer than takt?
Why is the machine waiting?
Why is the person waiting?
Why is standard work-in-process needed at that point?
Why does the work require four people when demand suggests three?
Why does the method change from person to person?
Without a baseline, those questions drift. One person improves one method. Another person improves a different method. A supervisor compares today to memory. The team argues from opinion. A change is made, but nobody can tell whether the work actually improved or merely changed.
Standardized Work makes comparison possible.
That is the first kaizen function.
Kaizen Also Drove the Forms
The relationship runs the other way as well.
Toyota did not create Standardized Work because it wanted better paperwork. The forms emerged because people were studying and improving real work.
In the machine shops, Ohno and others were trying to break the one-person/one-machine assumption, reduce human waiting, avoid overproduction, combine human and machine work, and connect production to demand. That required observation, timing, layout changes, machine improvement, and repeated experimentation.
You cannot do that well by memory.
You need to know the capacity of the process. You need to see manual time and automatic time. You need to see walking and waiting. You need to see the work sequence, takt, and standard work-in-process. You need a way to capture the improved condition so it can be followed, taught, observed, and improved again.
That is the practical reason the three forms matter.
The Process Capacity Sheet, Standardized Work Combination Table, and Standardized Work Chart are not separate from kaizen. They are part of the method by which kaizen became concrete in repetitive production work.
Kaizen drove the need for Standardized Work.
Standardized Work then made the next kaizen easier.
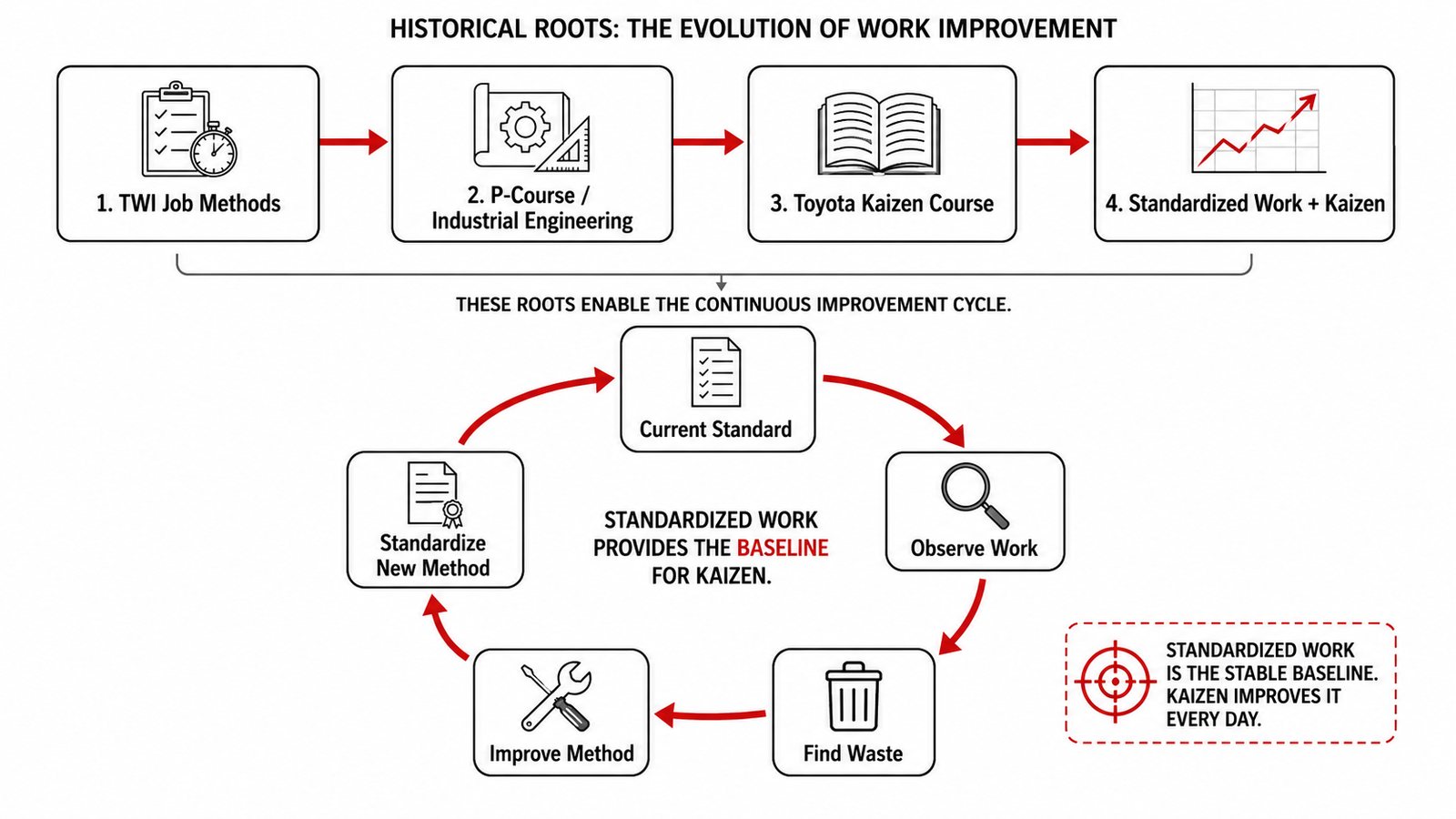
The Job Methods Root
Toyota’s kaizen training did not appear from nowhere.
One early influence was TWI Job Methods. Toyota introduced TWI courses in the early 1950s, including Job Instruction, Job Relations, and Job Methods. Job Methods was especially important for kaizen because it was the first structured classroom course inside Toyota aimed at developing supervisors’ skill in making small improvements in daily work.
Job Methods did not contain TPS. It did not teach JIT, jidoka, kanban, Standardized Work, or Toyota’s later system logic. But it did teach an important idea: improvement skill can be developed.
It also left behind useful patterns.
Break down the job.
Question every detail.
Use 5W1H: what, why, where, when, who, and how.
Use ECRS: eliminate, combine, rearrange, simplify.
Apply the new method.
Toyota later discontinued the original Job Methods course after only a few years. But the spirit did not disappear. The 5W1H questioning pattern, ECRS thinking, job breakdown for improvement, and the idea of teaching supervisors how to improve work remained under the surface of Toyota kaizen.
You can still see the fingerprints if you know where to look.
Shingo and the IE Injection
In 1955 Toyota invited Shigeo Shingo to begin teaching Production Technology Courses, or P-Courses, inside the company through the Japan Management Association.
This history is often distorted. Shingo did not teach TPS to Toyota. He did not invent Toyota’s production system. By the time he arrived, Ohno had already made substantial progress in the machine shops. Shingo himself later wrote that he was astonished to see one person handling many machines at Toyota.
What Shingo did provide was an industrial engineering education.
The P-Courses taught fundamentals such as time study, motion analysis, operation analysis, and process analysis. Most of the teaching was in a classroom environment, with shop-floor observation and practice included. A typical pattern involved classroom instruction, practice observation on the shop floor, and then reports on improvement possibilities.
This was not what people today think of as a kaizen workshop.
It was not a five-day blitz event.
It was not Shingo teaching Toyota employees “TPS.”
It was an injection of IE skill into supervisors and young engineers who were already working inside a developing Toyota production system.
That relationship was symbiotic. Toyota had real problems and an emerging production system. Shingo brought IE concepts and teaching skill. Toyota participants learned tools for seeing work more clearly. Shingo, in turn, observed Toyota’s unusual practices and later wrote about them.
The relationship continued for almost three decades.
American IE Roots, Toyota Packaging
Much of this IE content had roots in the United States.
Frederick Taylor’s time study, Frank and Lillian Gilbreth’s motion study, Allen Mogensen’s work simplification ideas, and other industrial engineering sources influenced the material that later reached Japan. Shingo taught from Japanese translations and adaptations of these U.S. industrial engineering texts.
Toyota’s genius was not that every ingredient was invented internally.
Toyota’s genius was in how it absorbed, tested, combined, and embedded the ingredients in a production system.
The Japanese had a pronounced knack, in my opinion, for packing skills together effectively and putting them in context. Time study alone can become narrow measurement. Motion study alone can become technique. ECRS alone can become a checklist. Standardized Work alone can become paperwork. Kaizen alone can become a slogan.
Toyota not only connected the pieces. The pieces reinforced one another.
Time was tied to takt time and Standardized Work.
Takt time was tied to JIT, staffing, line balance, and the need for kaizen.
Motion was tied to human work, waste, ergonomics, and the work sequence.
Machine analysis was tied to availability, jidoka, reliability, and process capacity.
Work Standards were tied to technical capability.
Job Instruction was tied to teaching people.
Standardized Work was tied to the current method.
Kaizen was tied to improving that method.
No single piece dominated everything. The power came from the self-reinforcing fit among the pieces. You can pick and choose individual tools, and sometimes that is a reasonable starting point. But you will not get the benefit Toyota achieved at the system level unless you are very deliberate about how the pieces connect and reinforce one another.
That is the important lesson.
Toyota’s Internal Kaizen Course
Toyota eventually developed its own internal Kaizen course. According to the Toyota Kaizen Methods source material Isao Kato and I wrote, the course started in 1968 and continued as a standalone course until 1981. From 1981 forward, kaizen was taught in conjunction with Standardized Work.
That date matters.
Toyota did not simply keep teaching TWI Job Methods. It did not simply outsource improvement thinking to Shingo’s P-Courses. It built its own course, drawing from several streams:
- the Toyoda precepts and improvement culture,
- TWI Job Methods,
- Shingo’s P-Course industrial engineering content,
- Toyota’s own experience with Standardized Work,
- TPS concepts such as JIT, jidoka, waste, takt, and problem visibility.
The course contained less pure IE material than the P-Courses and more Toyota-specific production system content. But the older influences never disappeared. Job Methods and Shingo-style IE were still lurking under the surface in the examples, analysis methods, and improvement logic.
This is how Toyota often evolved.
It did not preserve every old course in pure form. It kept the useful essence and integrated it into the next layer of practice.
Standardized Work Is One Kaizen Method, Not the Only One
This is an important caution.
Standardized Work is a powerful kaizen method when the work fits its conditions: repetitive, cyclical, reasonably stable quality, low equipment downtime, and enough consistency in work content to make the cycle meaningful.
In that environment, Standardized Work is one of the best ways to see improvement opportunities. It shows takt, sequence, walking, waiting, manual time, automatic time, standard work-in-process, and the current method. It lets teams improve their own work using facts rather than opinion.
But not every problem is a Standardized Work problem.
If the machine is losing availability, you may need machine loss analysis.
If parts are flowing poorly between processes, you may need material and information flow analysis.
If quality is unstable, you may need Work Standards, quality standards, measurement, or process capability analysis.
If the issue is a tool change, setup analysis may be the better path.
If the problem is motion at a micro level, motion analysis may be useful.
If the problem is product/process design, production engineering may be the real lever.
Toyota kaizen was not one form. It was a skill set.
Standardized Work was one central way to analyze and improve human work in relation to demand. It was not the only way Toyota improved.
Monthly Takt and the Pressure to Improve
The connection between Standardized Work and kaizen becomes especially visible when demand changes.
In Toyota assembly environments, takt time could be reviewed and changed monthly. When takt changed, allowed labor changed. Work had to be rebalanced. Standardized Work changed. That created a direct need for kaizen.
If the math says a process needs 3.2 people, you cannot assign 3.2 people. You either use four people or improve the work enough to make three possible. Toyota’s answer was not to tell three people to work harder. The answer was to eliminate waste: walking, waiting, unnecessary motion, poor layout, awkward part presentation, unnecessary handling, or other non-value-added work.
Standardized Work made that target visible.
Kaizen made the target achievable.
This is why the two belong together. A standard without improvement becomes frozen. Improvement without a standard becomes unstable. Together, they create a practical learning loop.
The Baseline Must Be Real
There is one more caution.
A fake standard does not support real kaizen.
If the Standardized Work Chart does not match the actual work, it is not a useful baseline. If the times are guessed, the combination table is weak. If the process capacity is not understood, the kaizen target may be wrong. If Work Standards are missing, the team may improve motion while the technical process remains unstable.
The standard must be real enough to compare against.
That is why the previous articles in this series matter. Work Standards, Job Instruction, Process Capacity Sheets, Combination Tables, and Standardized Work Charts are not isolated topics. They are supporting conditions for meaningful kaizen.
A good kaizen question is not simply, “Can we improve this?”
A better question is, “Against what standard are we comparing, and what kind of problem are we trying to improve?”
The Practical Lesson
Toyota Standardized Work and kaizen grew together.
Kaizen created the need to see work clearly. Standardized Work made that work visible enough to teach, follow, observe, compare, and improve. The forms were not the end of improvement; they were part of the improvement method.
But Toyota kaizen was broader than Standardized Work. It carried the DNA of TWI Job Methods, 5W1H, ECRS, Shingo’s P-Course industrial engineering, time study, motion analysis, operation analysis, process analysis, Work Standards, JIT, jidoka, and Toyota’s own production-system experience.
That is why reducing kaizen to events, slogans, or posted charts misses the point.
The deeper Toyota pattern was to give people practical ways to see the current condition, question it, improve it, standardize the better method, and then improve again.
No kaizen without standards.
But also: no useful Standardized Work without kaizen.
The two need each other.
Series navigation: Previous: Standardized Work and Job Instruction: The Document Does Not Teach the Job | Next: Why Toyota Standardized Work Is Still Unique