Why Toyota Standardized Work Is Still Unique
Toyota Standardized Work remains unique because the visible forms sit inside a self-reinforcing system of demand, capacity, teaching, supervision, and kaizen.
This is article 10 of 10 in a series on Toyota Standardized Work.
After nine articles, the simplest advice I can give is this: do not just copy the forms, post them, and call it Standardized Work.
That is probably the most important conclusion to draw from this series. The elusive truth behind Toyota Standardized Work is more fundamental than the paperwork, and it deserves deeper consideration.
Toyota Standardized Work is not unique because the forms are visually complicated. They are not. A Process Capacity Sheet, a Standardized Work Combination Table, and a Standardized Work Chart can all be copied. Templates can be made. Boxes can be filled in. Charts can be posted. Auditors can check whether the documents exist.
But that does not mean the Toyota mechanism has been reproduced.
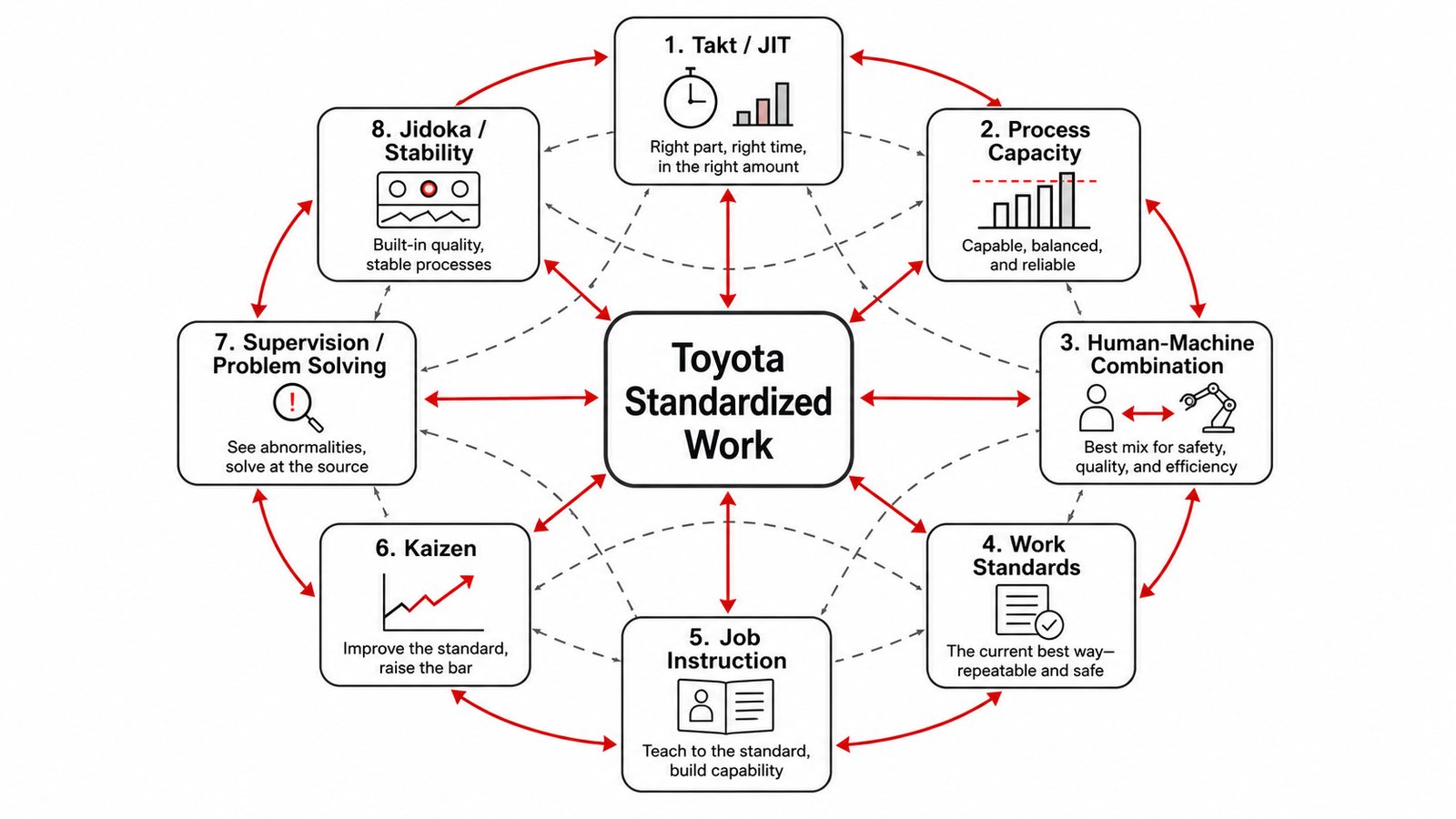
The uniqueness of Toyota Standardized Work lies in the system of thinking and capability behind the forms. The forms sit at the intersection of demand, process capacity, human motion, machine time, technical standards, teaching, supervision, problem awareness, and kaizen.
That is why reducing Standardized Work to an SOP or audit tool misses the point.
It is also why copying the chart rarely produces the result people expect.
What We Have Really Been Describing
This series began with a simple correction: Standardized Work is not just an SOP.
That comparison is understandable because Standardized Work can look like a procedure. It can be posted at the job. It can show sequence, timing, safety, quality, and layout. But the Toyota purpose was not merely to tell people what steps to follow.
The historical origin was not a documentation project. It was a production problem.
In Toyota’s machine shops, Ohno and others were trying to improve labor productivity without creating overproduction. They were breaking the old one-person/one-machine assumption. They were learning how to separate human work from machine work. They were studying machine cycles, walking, waiting, layout, tool changes, quality, and flow. They were trying to connect work to demand.
That is a much harder problem than writing a work instruction.
The three forms grew out of that practical need. The Process Capacity Sheet asked what the process could actually do. The Combination Table showed human time, automatic machine time, walking, waiting, and takt together. The Standardized Work Chart displayed the current workplace standard condition.
Then we looked underneath the forms.
Work Standards came before Standardized Work because the technical process condition had to be clear. Operation drawings, tooling standards, quality checks, machine accuracy, maintenance conditions, and similar documents defined the base on which the operator method rested.
Job Instruction mattered because the chart did not teach the job. Major steps, key points, reasons why, practice, correction, and follow-up were part of developing people, not merely posting documents.
Kaizen mattered because Standardized Work was never meant to freeze work forever. It created the baseline from which improvement could occur.
That is the real subject of this series.
Not forms.
A system for making work visible, thinking teachable, repeatable, observable, and improvable.
The Self-Reinforcing Nature of the System
Toyota’s strength was not that it had one magic document.
Toyota’s strength was that the pieces reinforced one another.
Takt time connected the work to customer demand. It was not just a calculation printed in a box. When demand changed, takt changed. When takt changed, staffing, line balance, work sequence, and kaizen requirements could change.
Process capacity connected the work to actual capability. Before deciding the operator cycle, Toyota had to understand machine time, manual time, tool changes, equipment availability, and process constraints.
The Combination Table connected human work and machine work. It made visible whether the person was working, walking, waiting, or able to move to another machine while automatic work occurred.
The Standardized Work Chart connected the analyzed method to the workplace. It showed sequence, layout, walking path, return path, standard work-in-process, safety, quality, takt, and cycle time.
Work Standards connected the visible operator method to the hidden technical base. The chart might show a quality check, but the quality standard, gauge method, tooling condition, machine accuracy, and maintenance condition lived elsewhere.
Job Instruction connected the standard to human learning. The document could remind. It could support observation. It could not by itself prepare, present, try out, and follow up with a learner.
Kaizen connected the standard to improvement. The current method was not sacred. It was the best current known condition — a basis for comparison and the next improvement.
Supervision connected all of this to daily management. A team leader or supervisor had to observe, teach, support, ask why, identify abnormality, and help improve the method.
No single piece dominated everything.
That is the point many companies miss.
Toyota did not get its result from the chart alone. It got results from the fit among the parts.
Why Copying Fails
The common copying pattern is predictable.
A company sees the Standardized Work Chart and creates a template. It asks every area to fill one out. The document becomes part of a lean rollout or audit system. Managers ask why people are not following the standard. Supervisors are told to enforce compliance. Charts are updated occasionally. Training records are signed.
Something is missing.
Usually several things are missing.
The takt time may not be real or regularly reviewed.
The process capacity may not be understood.
The Combination Table may never have been used.
Work Standards may be weak or scattered.
Machine stability may be poor.
Quality standards may be unclear.
Job Instruction may be missing.
Supervisors may not have time or skill to teach and observe.
Kaizen may be an event rather than a daily capability.
The chart may not match actual work.
In that environment, Standardized Work becomes a compliance artifact. It may look official, but it does not help the organization see work clearly. It does not protect the operator from weak process conditions. It does not expose the right problems. It does not create a reliable baseline for improvement.
It becomes Lean Wallpaper.
That is not a criticism of the form. It is a criticism of copying the form without the system, behaviors, and thinking patterns.
Toyota’s Practical Genius
Toyota’s practical genius was also not purity.
It absorbed outside ideas and made them useful. TWI Job Instruction came from the United States. Job Methods left behind 5W1H, ECRS, and the idea that improvement skill could be developed. Shingo’s P-Courses brought industrial engineering concepts such as time study, motion analysis, operation analysis, and process analysis. Scientific management, motion study, quality control, maintenance, production engineering, jidoka, JIT, and Toyota’s own shop-floor experimentation all played roles.
Toyota did not treat these as isolated modules.
It placed them in the context of a production system.
Time study became connected to takt and work design.
Motion study became connected to waste and human work.
Machine analysis became connected to process capacity, jidoka, and reliability.
Work Standards became connected to technical capability.
Job Instruction became connected to skill development.
Standardized Work became connected to the current method.
Kaizen became connected to improving that method.
This is why the story is hard to explain in simple terms. Toyota Standardized Work is a small visible artifact sitting on top of a deep system of practice.
The artifact is easy to see.
The system is harder to notice.
What Makes It Still Unique
Toyota Standardized Work is still unique because it is so specific.
It is not generic standardization.
It is not “one best way” in the abstract.
It is not an SOP system.
It is not merely a training document.
It is not a kaizen slogan.
It is a specific Toyota production mechanism for repetitive work under defined conditions. It connects takt time, work sequence, standard work-in-process, process capacity, human-machine combination, technical Work Standards, Job Instruction, supervision, and kaizen.
That specificity is the source of its power.
It is also the reason it should not be forced everywhere.
Some work is not repetitive enough. Some processes are too unstable. Some machine-intensive jobs are andon-response work rather than cyclical operator work. Some problems belong first in Work Standards, maintenance, quality, engineering, or training. Toyota had different documents and methods because Toyota had different types of problems.
This is another part of the uniqueness.
Toyota did not ask one form to solve every problem.
The Lesson for Practitioners
The practical lesson is not to avoid Standardized Work. Quite the opposite. Standardized Work is one of Toyota’s most important ways of seeing and improving production work.
But use it with respect for what it is.
Do not reduce it to an SOP.
Do not start with the chart and skip the analysis.
Do not ask it to replace Work Standards.
Do not ask it to teach the job by itself.
Do not freeze it so kaizen stops.
Do not apply it blindly where the preconditions do not exist.
Do not confuse posted documentation with a functioning standard condition.
Start with the work. Understand the demand. Understand the process capacity. Separate human work from machine work. Clarify the technical standards. Teach people properly. Observe the actual condition. Use the standard as a baseline. Improve it. Then standardize the improved method and continue.
That is closer to the Toyota spirit.
The Closing Point
If there is one sentence I would use to summarize this series, it is this:
Toyota Standardized Work is not Toyota’s paperwork system; it is Toyota’s way of turning actual work into a standard condition for learning and improvement.
That is why it remains hard to copy.
The paper can move quickly.
The capability behind it takes years.
Series navigation: Previous: Standardized Work and Kaizen: No Improvement Without a Baseline