Toyota 3 Pillar Activity
Many people have heard of the Toyota Production System. More know its tools — standardized work, kaizen. Far fewer know the underlying systems that run daily work inside Toyota: the Floor Management Development System, the Global Engine Line concept, and the 3 Pillar Activity (Sanbon-bashira katsudo).
This guide outlines the contents of the 3 Pillar Activity and system. It draws on personal observation of the early seeds of the program, and on what the activity has grown into decades later.
1What the 3 Pillar Activity Is
Toyota released the 3 Pillar evaluation framework to its global plants in 2007. As the name says, it rests on three pillars, each tied to a different part of the work, sitting on a shared foundation.
- Standardized Work — related to people. Create and improve the standard so work difficulty and safety concerns are designed out.
- Process Point Management — related to products. Often called cutting point management in machining, it governs the point of contact with the product — cutting tools, wrenches — to prevent defects.
- Ownership Maintenance — related to equipment. Operators clean and check their own machines to catch small defects before they grow into breakdowns.
- 4S + 1 Shitsuke underpins all three (seiri, seiton, seiso, seiketsu, plus shitsuke, discipline). It creates a normal worksite, so people can tell normal from abnormal at a glance. Work begins here, then moves up into the pillars.
Each pillar has sub-sections, and the whole thing is graded. A qualified internal assessor checks roughly 100 evaluation items in total — about 25 per pillar and for 4S — and a group leader has to show concrete evidence for every one.
Groups earn bronze, silver, then gold. Bronze when the basic kaizen systems are in place. Silver when they run kaizen constantly through PDCA. Gold when they produce substantial results. It takes years of hard work to reach gold across all of it. There is also a "diamond" level beyond gold, reached at the mature Thai plant, tied to deeper TPS methods.
2From Reactive to Preventive
This is the part that separates the 3 Pillar Activity from ordinary kaizen.
Ordinary kaizen acts after a problem becomes visible — a line stoppage, a defect, a breakdown. The 3 Pillar Activity goes after what Toyota calls precursors to problems: the work difficulties, the small equipment defects, the near misses that occur long before anything shows up as data.
"3 Pillar is an activity that aims to eliminate all roots in the ground. There is no possibility for weeds to grow without their roots. This activity eliminates the roots of problems before they become visible."
— Yuji Hiraoka, a former Toyota manufacturing executive who led the activity's global rollout
There is an old safety idea behind this — Heinrich's law. Behind one major injury sit dozens of minor ones and hundreds of near misses. Apply it to equipment and the same shape appears: behind one breakdown sit dozens of small stops and hundreds of tiny defects.
Only the operator can see the precursors, because they are not yet visible as data. The point of the 3 Pillar Activity is to give that operator the knowledge and the routine to notice and act.
3The Three Pillars in Practice
A short orientation to each pillar. Each gets a fuller section below.
Standardized Work (people). The aim is a multi-skilled, cross-trained workforce able to run multiple operations to a known standard. The skill is built and the standard improved through Job Instruction and constant kaizen.
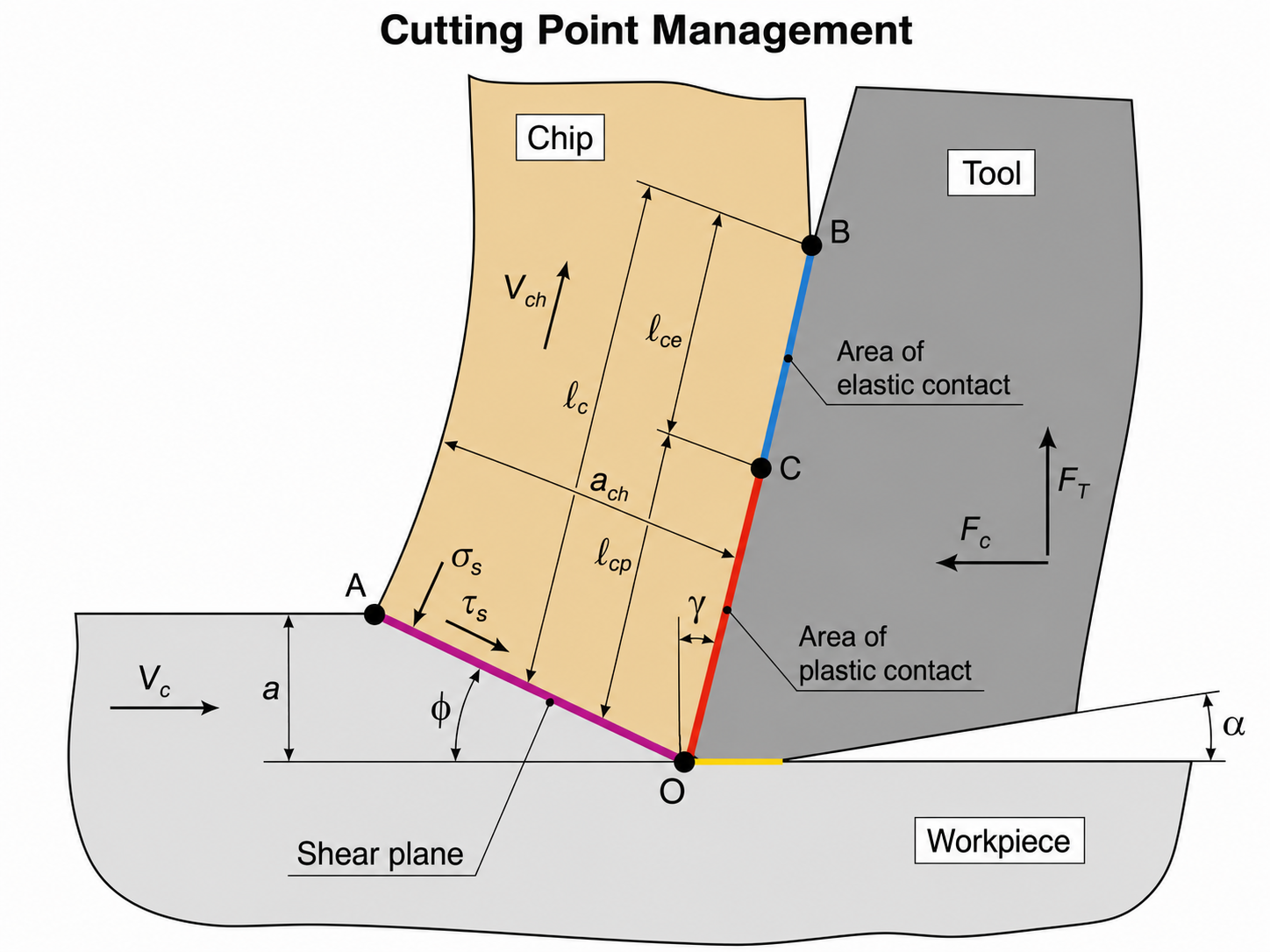
Process Point Management (products). On a machining line this is cutting point management: control of every variable that meets at the point where the tool cuts the part, so defects are prevented and causes are found fast.
Ownership Maintenance (equipment). Operators check their own machines and tag the small defects they find; group leaders plan and complete the countermeasures. The operator becomes the machine's first caretaker.
4Standardized Work
This is the pillar related to people, and it is the human work base on which the other two pillars stand. If the operator cannot do the work correctly and consistently, no amount of tool documentation or machine maintenance will hold a standard.
Two things combine here: training and work standards.
Training is delivered through Toyota Job Instruction, the descendant of TWI. Toyota wants a multi-skilled, cross-trained workforce able to run multiple operations. Much of that skill is built off-line, in a skills dojo. Operators learn the work elements, practice the basic skills for their area, and work up to competence over time, against quality, time, and safety standards. Only then do they move onto the line.
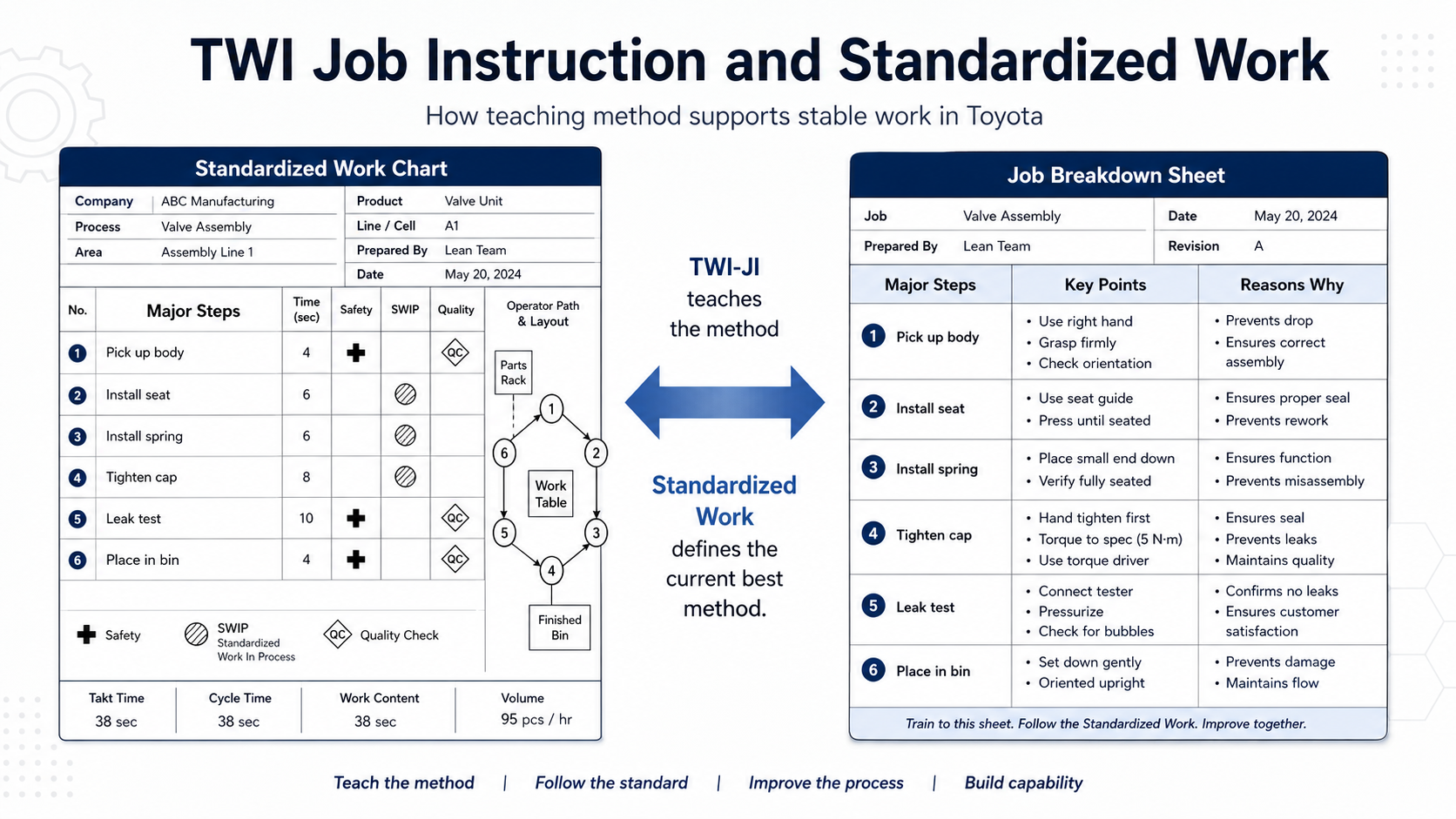
Work standards are the documented detail behind the work. They are not one sheet but a family of them, covering the specific tasks an operator and team leader must perform: machine operation, tool setup, troubleshooting, repair, maintenance, quality checks, and safety. Each defines the correct method for a task, so the right way is known, taught, and repeatable rather than left to memory or individual habit.
Together, training and work standards turn a job into a known standard condition — one that can be taught, followed, checked, and improved. That is what makes the people pillar the base for everything above it.
This pillar is covered in depth elsewhere, in a ten-part series on Toyota Standardized Work.
5Process Point Management
The framework as a whole is called process point management. It is a generalization of an older, more specific term. At Kamigo it was originally cutting point management — the machining term — and "process point management" is the broader label, meant to cover the point of contact with the product in other kinds of processes as well. Part of the difference is simply translation. The machining version is where the idea is sharpest, so the machining term is used through the rest of this section.
Just as Standardized Work is the basis for human work on the assembly line, cutting point management is the basis for automated work on the machining line. It governs the point where the process acts on the product — for machining, the point where the tool cuts the part.
To machine a part to standard, four things meet at the cutting point: the cutting tool, the machine, and the material — and together they generate a cutting chip.
Each has a standard, and the chip is the evidence that the others are right. Control all four and the part comes out in tolerance. Let any one drift and a dimensional problem appears. Toyota documents and maintains every one of these variables, so when a problem appears, each can be confirmed quickly and the cause isolated.
The cutting tool. The tool and its cutting conditions — feeds and speeds — each have a standard, referenced on the equipment and documented in tooling layout and receiving drawings. Toyota regrinds many tools in-house, so the cutting point is inspected under a microscope to read its wear type.
The holder. A tool is only as good as what holds it. It goes into a precision holder that is washed and maintained; collets and similar types are cleaned in ultrasonic washers right at the line, so the holder is clean every time.
The machine. The machine's condition is recorded on a static accuracy sheet at hand-over, when the process is qualified to its required capability — travel, runout, and the like, measured. A spindle might carry an allowance of 5 microns of runout against an actual of 3 at commissioning. That baseline is what makes a later problem legible.
The material. Incoming and outgoing dimensions are known station by station, through operations drawings (kosakuzu).
That is the rigor on one variable. The other three carry the same.
Below are four examples of work standards that are critical for cutting point management: an operation drawing for the part, a precision measuring sheet for how it is checked, an inspection certificate for the machine's accuracy, and a tool layout drawing for the tooling. These are the main four, but other types exist as well depending on the process — grinding, heat treat, milling, and so on.
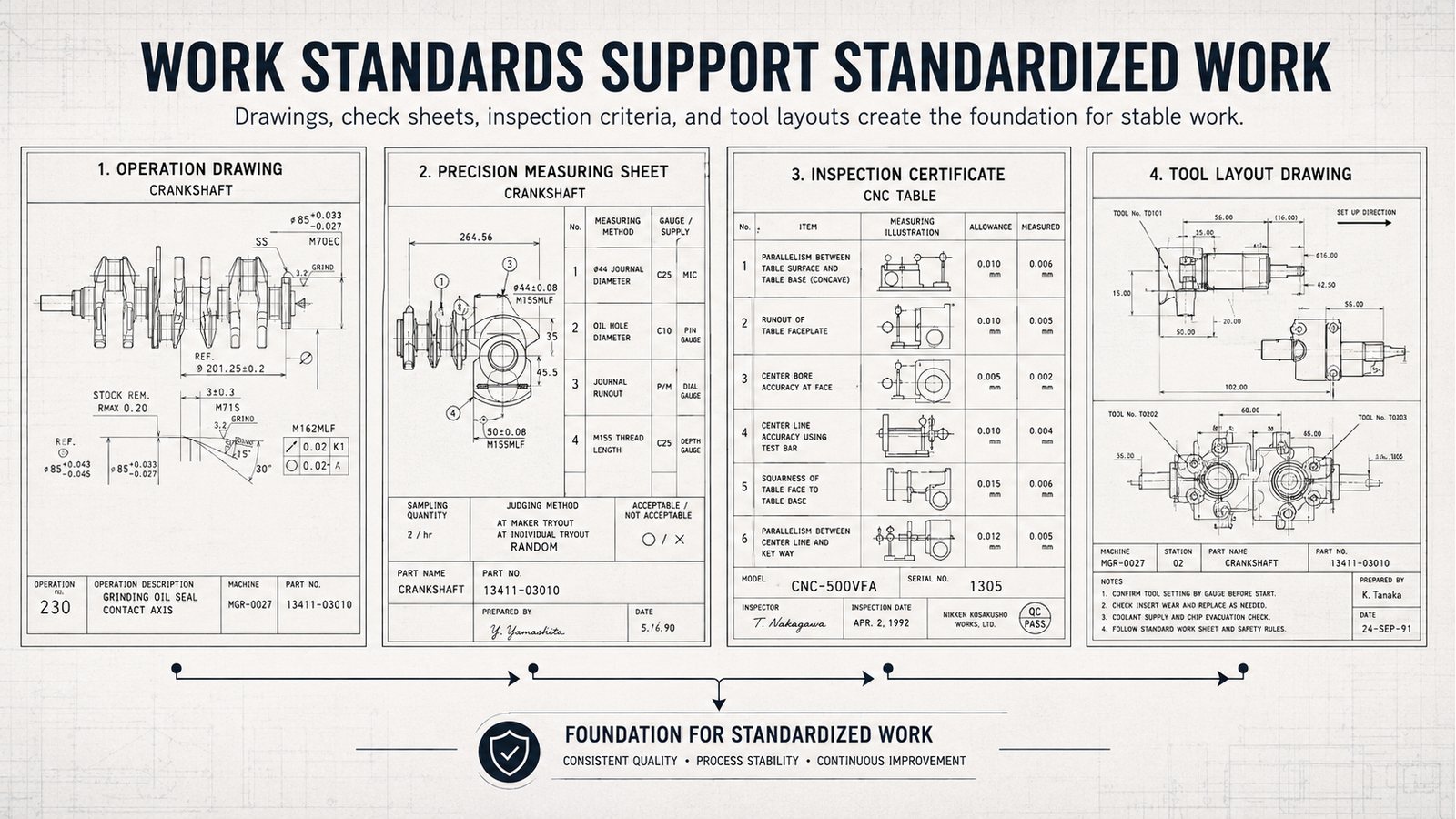
The combined effect of this level of knowledge and technical standardization is faster problem resolution and, more importantly, the ability to expertly identify issues that will lead to defects. Think of it as defect pre-occurrence prevention. Manage the tool, the materials, the machine, and the cutting conditions properly, and you can avoid problems before they occur.
A final example of cutting point management detail, this one from a tooling regrind section. Toyota operators in both production and regrind are trained to inspect the cutting point, spot abnormalities in the tool, and correct them before a defect is generated in the machined part. The same inspection monitors and extends tooling life — another form of kaizen. This is a real internal sheet from a Toyota engine plant: a defect catalog for used drills.
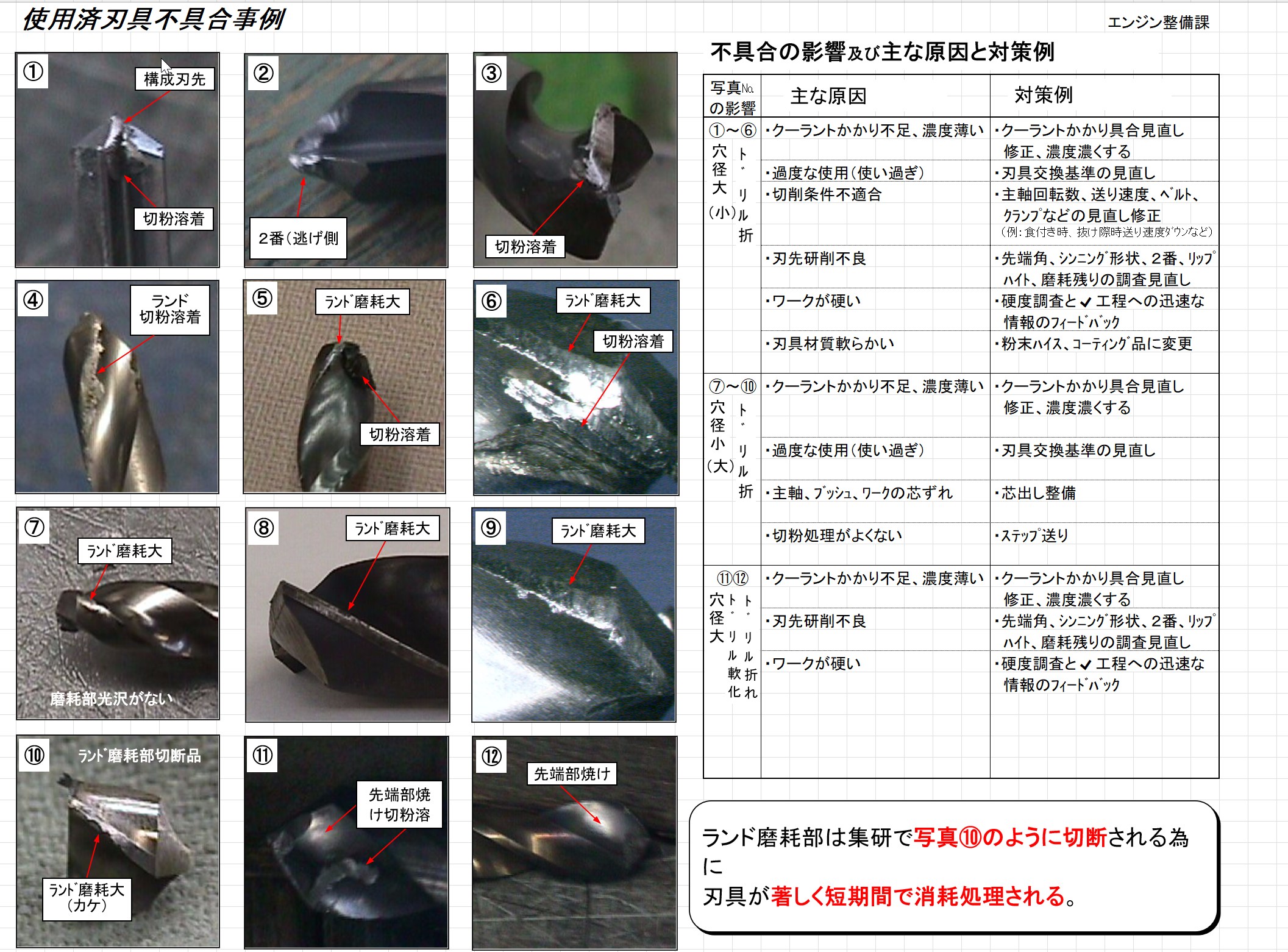
The sheet trains recognition of twelve different types of wear on a drill. The left side photographs each type, in two families: chip welding and built-up edge on the cutting edge and land, and land, tip, and root wear including chipping. The right side names the defect and gives sample countermeasures — adjust the coolant, revise the regrind geometry, change the tool material, and so on. An operator learns to read the signature and apply the fix.
6Ownership Maintenance
If Cutting Point Management defines the standards, Ownership Maintenance is how the operator keeps the machine at those standards, day to day. It is maintenance aimed at the operator, in both assembly and machining. The example here is machining, where the process is automated and the operator becomes the machine's first caretaker.
Machining removes material by making chips. Coolant flow cleans and evacuates most of them. But some chips stick anyway, despite the flow — aluminum especially — and every surface that touches the part wears over time. That is where the operator's attention goes.
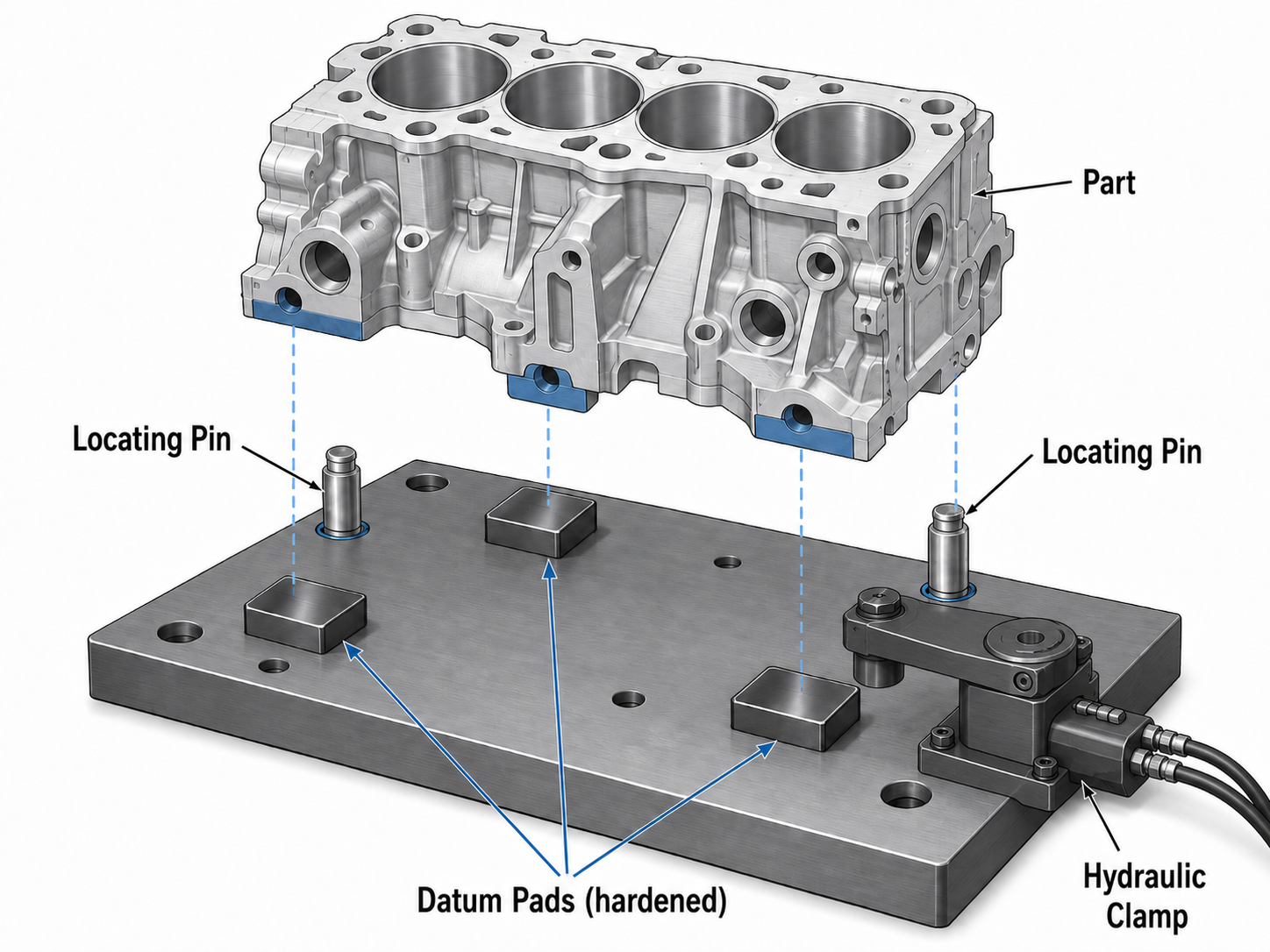
A primary focus is shomobuhin (消耗部品), the term Toyota used for consumable wear parts. It is not the only concern of Ownership Maintenance, but it is a central one. Everything on a machine wears, but the parts that contact the work matter most: tool holders, datum pads, locating pins, and chucks. Any point that touches the part is subject to wear, and to contamination from a stray chip. A chip trapped on a datum pad, or a worn locating pin, will throw a good part out of tolerance even when everything else is right.
Years of problem solving taught a simple lesson: maintain these specific parts and surfaces with precision and cleanliness. The operator inspects them for both wear and cleanliness, every shift. Doing so heads off the large majority of defects — contamination and alignment problems — before they ever occur in the machining cycle.
The operator also checks the critical control circuits — the hydraulic and pneumatic systems that clamp and hold the part — for proper operation. A part-holding device that does not seat or clamp correctly produces the same kind of defect as a dirty datum.
Much of this the machine can sense for itself. Modern equipment detects most abnormal conditions and signals them automatically — this is jidoka, built-in quality. But automatic detection does not catch everything, and rarely catches it early. Human awareness is what finds the small problem first. That is the point of putting this maintenance in the operator's hands.
Now put the two machining pillars together. If the tool is good, the material is good, the machine is free of debris, the machine's accuracy is good, and the cutting conditions are right, then the odds of a good part — the process capability — are very high.
And when capability is that well controlled, something important follows. Problems can be solved at the front line, by the operator and team leader. It does not take an engineer to get involved in every defect. The discipline is extreme attention to detail, real process capability, and control over the very factors that determine process capability. The engineers are then free for the harder problems.
74S + 1 Shitsuke
Under the three pillars sits the foundation: 4S plus shitsuke — seiri (sort), seiton (set in order), seiso (shine), seiketsu (standardize), and shitsuke (sustain through discipline).
Its job is to create a normal worksite. When everything has a place and a standard condition, an abnormal condition — a leak, a missing tool, a chip where none should be — shows itself at a glance. None of the pillars work without it. A group begins here, then moves up into the pillars.
8Summary
The 3 Pillar Activity is Toyota's preventive, full-participation system for keeping daily work to standard, across three pillars — Standardized Work, Process Point Management, and Ownership Maintenance — on a 4S + Shitsuke foundation. Each is graded bronze to gold and earned over years, not installed as a tool.
It grew out of Toyota's overseas engine work and was released to the global plants as evaluation sheets in 2007; that origin will be covered in a future article. It sits within TPS, not before it, and works alongside Toyota's Floor Management Development System — FMDS develops people, the 3 Pillar Activity maintains the daily work and equipment. A floor takes it on in stages: recognizing precursors, then running its own kaizen, until preventive work is simply part of normal daily work.
Key Points
- The 3 Pillar Activity is preventive, full-participation standardization: Standardized Work (people), Process or Cutting Point Management (products), Ownership Maintenance (equipment), on a 4S + Shitsuke base.
- It targets precursors to problems, not visible failures — Heinrich's law applied to the floor.
- It is graded bronze to gold, and beyond to diamond. It takes years. It is full participation, not a tool rollout.
- It is a part of TPS, born decades after TPS — a standardization and stabilization layer, not a precursor.
Further information on the current activity is available in Katsuki Aoki's 2025 study in Academy of Management Perspectives.