Why Standardized Work Is Not Just an SOP
Toyota Standardized Work is not simply an SOP with a different label. It connects demand, process capability, human motion, training, supervision, and kaizen.
This is article 1 of 10 in a series on Toyota Standardized Work.
Most people make a simple mistake with standardized work. They see a document posted near the job, with steps, times, sequence, safety points, quality points, and maybe a sketch of the work area. Then they say, “I understand. It is Toyota’s version of an SOP.”
That comparison is understandable. It is also where much of the misunderstanding begins.
This is the first in a series of ten posts on Toyota Standardized Work — a topic I have meant to write about for a long time. I don’t think its depth, history, or actual role inside Toyota has ever been explained very well in English. Most explanations either make it too simple, too generic, or too detached from the Toyota system that produced it.
Standardized Work can look like a procedure. It can include instructions. It can be used to train people. It can be posted where the work is done. In that limited sense, yes, it overlaps with what many companies call an SOP or a work instruction.
But if we stop there, we miss almost everything that made Standardized Work powerful inside Toyota.
Standardized Work was not just a document telling someone what to do. It was a way to connect customer demand, process capability, operator motion, work sequence, standard work-in-process, training, supervision, problem awareness, and kaizen. It was a small visible artifact sitting on top of a much larger operating system.
That is why the topic is so hard to explain. The form is simple enough to copy. The context behind the form is not.
Why This Topic Gets Flattened
There are several reasons Standardized Work gets reduced to “Toyota’s SOP.”
First, outsiders usually see the visible form, not the thinking that produced it.
Second, the English words are misleading. “Standardized work,” “standard work,” “work standards,” “work instructions,” “operation standards,” and “SOPs” all sound similar. Inside Toyota, these terms pointed to different purposes and different documents. Outside Toyota, they are often thrown into one bucket.
Third, many people first encounter Standardized Work in simplified training material. They learn the three elements — takt time, work sequence, and standard work-in-process — but not the history, preconditions, or supporting system.
Fourth, the form is deceptively plain. It does not announce its importance. It looks like paperwork. But inside Toyota, the document connected to JIT, kaizen, Job Instruction, Work Standards, supervisor routines, and production problem solving.
So the common misunderstanding is not foolish. It is natural. If you only see the artifact, “SOP” is a reasonable first guess.
It is just not a very good final answer.
Many Standards, One Specific Form
Toyota had many kinds of standards. This is the first point most explanations skip.
Toyota also operated within broader external standards such as JIS, the Japanese Industrial Standards. But the documents that matter for this discussion were Toyota’s internal manufacturing standards and work-related documents. Inside the company, there were Toyota Manufacturing Standards and Toyota Manufacturing Regulations. There were process standards. There were quality standards, inspection standards, maintenance standards, gauge standards, tooling standards, equipment standards, operation drawings, machine accuracy standards, machine cycle charts, and troubleshooting standards.
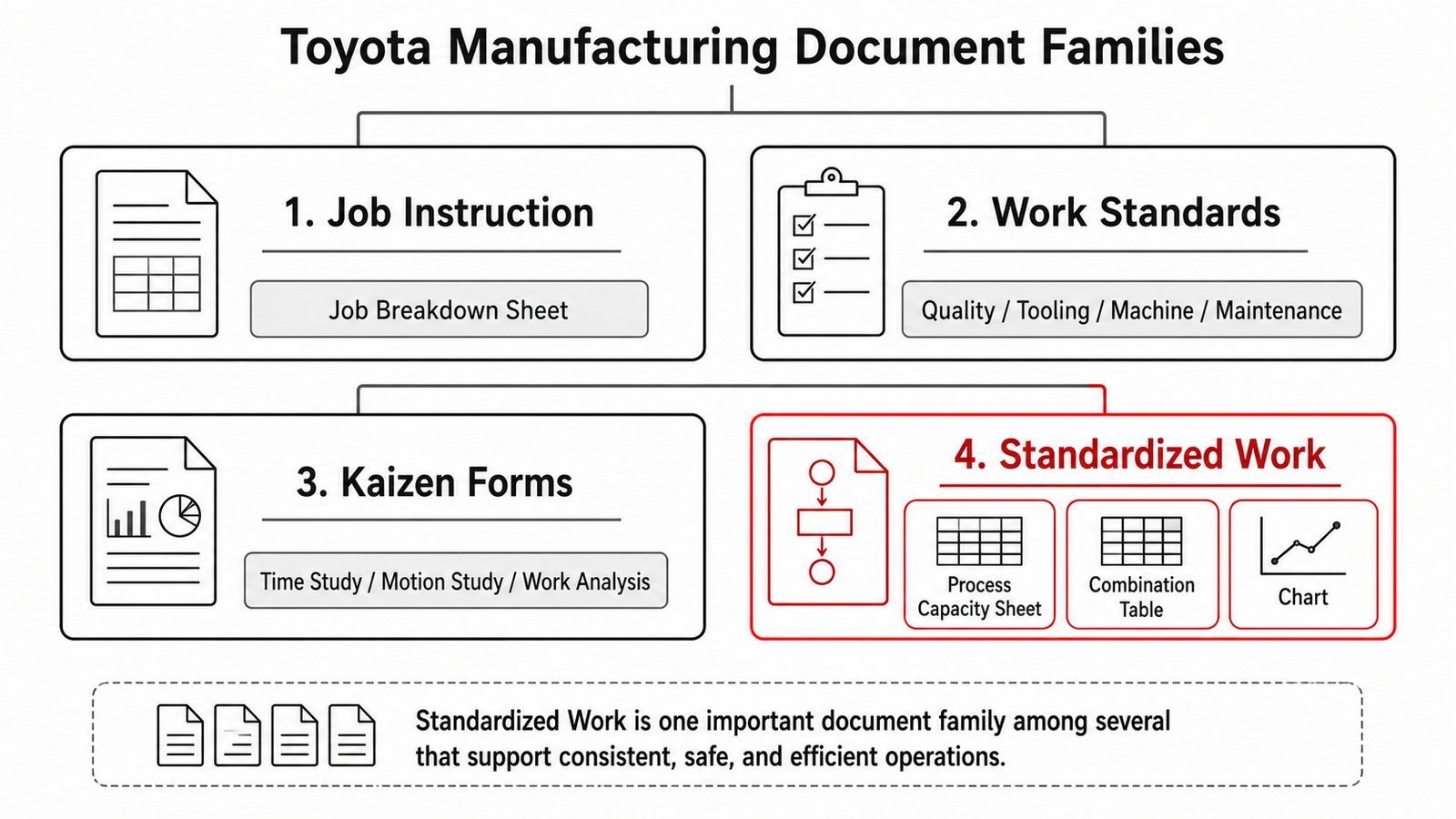
Inside manufacturing, Toyota also had several practical document families. The old Toyota course material grouped them roughly this way:
- Job Instruction — training matrix and Job Breakdown Sheet.
- Work Standards — operation drawings, tooling drawings, quality control information, and related technical documents.
- Kaizen forms — time study sheets, motion study, and work element analysis.
- Standardized Work — Process Capacity Sheet, Standardized Work Combination Table, and Standardized Work Chart.
That list alone should slow us down.
A Job Breakdown Sheet is not the same thing as a Standardized Work Chart. A tooling drawing is not the same thing as a Standardized Work Combination Table. A quality check method is not the same thing as takt time. A machine accuracy standard is not the same thing as operator work sequence.
All of these documents may support good production. All may be called “standards” in a broad English sense. But they are not the same thing.
John Shook has made this point clearly in his writing: do not confuse work standards with standardized work. Work standards define requirements. They may specify torque, heat-treatment conditions, gauge methods, inspection criteria, tooling requirements, surface finish, or machine conditions. These standards do not necessarily change with takt time. They often belong to engineering, quality, maintenance, production engineering, or other technical functions.
Standardized Work, in the original Toyota production sense, was a more specific subset.
The old course definition is useful. Standardized Work is a document centered upon human motion that combines the elements of a job into the most effective sequence with minimal waste to achieve the most efficient level of production possible under current conditions.
That is a very different thing from saying, “Here are the steps. Please follow them.”
An SOP usually tells you the prescribed method. Toyota Standardized Work also asks a harder question: given the current takt time, process capacity, machine cycles, walking, manual work, and necessary inventory, what is the best current way for the operator to perform the work — and what problems does that reveal?
That last phrase matters: what problems does that reveal?
A good Standardized Work document is not only a control device. It is an exposure device.
It Also Had Preconditions
Another reason the topic gets distorted is that people talk about Standardized Work as if it applies equally to every task, in every setting, under every condition. That was not the Toyota view.
The old training material listed three basic requirements for actual Standardized Work in TPS:
- repetitive cyclical work,
- high process and part quality,
- low equipment downtime.
Those requirements are easy to pass over. They should not be.
If the work is not repetitive and cyclical, the classic form may not be the right mechanism. If process quality is unstable, the problem may sit in quality standards, process capability, tooling, gauging, or machine condition. If equipment downtime is high, the Standardized Work Chart will not magically make the work stable. The right focus may be maintenance, six losses, machine accuracy, abnormality detection, or deeper technical problem solving.
This does not make Standardized Work less important. It makes it more specific.
Toyota did not need one document to do every job. It had different documents for different problems.
The Machine Shop Origin
The historical starting point also matters.
Most people today encounter Standardized Work through assembly examples. They picture an operator on a moving line, performing a repeating cycle of work at a station. That is a useful image, but it is not the whole story.
The deeper Toyota story goes back to the machine shops of the 1950s, especially at Honsha, when Taiichi Ohno and others were struggling with productivity, overproduction, machine capability, and the old one-person/one-machine style of production.
In that older arrangement, an operator tended one machine. The machine ran. The person waited, loaded, unloaded, checked, adjusted, or simply stayed nearby. In some cases that was necessary. In many cases it hid enormous waste. Worse, if every machine simply produced according to its own convenience or capacity, the system produced inventory whether the next process needed it or not.
Ohno’s challenge was not merely to make people “work harder.” That is the crude interpretation. The real problem was to make work respond to customer demand and expose the waste hidden in the relationship between people, machines, and material.
The early forms grew out of this kind of direct study. They were not born as office paperwork. They came from trying to understand the real timing and behavior of machines, people, walking, waiting, loading, unloading, and flow.
Over time, the Ohno group experimented with the forms. Knowledgeable Toyota people often give Fujio Cho credit for helping bring the forms into their final shape. Later, Isao Kato systematized the documents into training, connected them to the role of the supervisor, and helped export the content worldwide as part of Toyota’s training program.
This brief history is not a detour. It explains why the forms have the shape they do.
If Standardized Work had begun as a general procedure-writing system, the natural output would have been a better instruction sheet. But if it began as a production problem involving people, machines, timing, walking, waiting, flow, and demand, then the next question is different: what kind of forms would help you see those relationships?
That takes us to the three-form logic. The next article will go more deeply into the 1950s machine-shop origin. For now, the important point is that we should not begin with the finished chart and assume we understand the method.
The Three-Form Logic
Another reason the SOP comparison falls short is that the final Standardized Work Chart is not the beginning of the thinking. It is closer to the end.
In Toyota, creating Standardized Work commonly involved three linked forms:
- Process Capacity Sheet
- Standardized Work Combination Table
- Standardized Work Chart
The exact forms have been altered slightly over the years and adapted to different situations. But the basic logic is important.
The Process Capacity Sheet asks what the process can actually do. The Standardized Work Combination Table looks at the combination of manual work, machine work, walking, waiting, and takt time. The Standardized Work Chart then shows the work sequence, layout, standard work-in-process, and safety or quality points in a way that can be used at the workplace.
If you only copy the final chart, you have copied the visible answer without doing the thinking that produced it.
That is one reason so many standardized work implementations feel weak. They jump to the posted form. Toyota started with the work.
A later article in this series will deal with the three forms in more detail. For now, the important point is simple: Standardized Work was not a single sheet. It was a thinking sequence.
Connection to Job Instruction
Standardized Work also cannot be separated from training.
Toyota learned from Training Within Industry after World War II. Job Instruction, Job Relations, and Job Methods all played a role in the early development of capability. Job Instruction in particular provided a disciplined way to teach a job: important steps, key points, and reasons why.
The Job Breakdown Sheet follows that logic. It separates major steps from key points and reasons. The old JI motto is blunt: if the employee has not learned, then the instructor has not taught.
That spirit matters. A person does not learn standardized work simply by looking at a chart. The chart is not the teacher by itself. The supervisor or trainer must understand the work deeply enough to teach the sequence, the key points, the reasons, the knack, and the abnormal conditions.
This is another place where the SOP comparison misleads. Many companies issue procedures and assume training has occurred. Toyota treated the standard, the supervisor, the training method, and the worker’s practice as connected.
The document did not replace teaching. It supported teaching.
Connection to Kaizen
There is a famous expression often attributed in Toyota circles to the effect that without standards there can be no kaizen. It is true, but often too loosely stated.
Which standard are we talking about?
A quality standard? A tooling standard? A maintenance standard? A work instruction? A Job Breakdown Sheet? A Standardized Work Chart? A takt-based combination of human and machine work?
The answer depends on the problem.
If a new worker cannot perform the job correctly, the countermeasure may involve Job Instruction and clearer key points. If a machine produces variation because of bearing runout or tooling condition, the problem may sit in maintenance, machine standards, measurement, or process capability. If the operator’s work sequence cannot meet takt because of excess walking or poor layout, the problem may be visible through Standardized Work analysis.
These are not the same problem.
Toyota’s strength was not that it had one magic document called Standardized Work. Its strength was that different standards, skills, and improvement methods reinforced one another.
Standardized Work gave kaizen a baseline. It made the current method visible enough to question. Why is this step necessary? Why does the operator walk there? Why is this standard work-in-process needed? Why does the combination table show waiting? Why does the work exceed takt? Why is the machine cycle not reliable? Why is the quality check placed there?
The old course material connected this directly to kaizen. In assembly, takt time changes monthly. The allowed labor changes. Work must be rebalanced. Standardized Work changes. Kaizen is required: eliminate, combine, rearrange, simplify.
That is very different from posting a procedure and auditing compliance.
Kaizen did not float above the work as a workshop slogan. It sat on top of a standard condition that could be observed, challenged, tested, and improved.
Connection to JIT
Standardized Work also connected to Just-in-Time more deeply than many people realize.
Takt time is not decoration on the form. It is the customer-demand heartbeat that constrains the work design. If takt changes, the staffing, sequence, allocation of work, and sometimes the layout or standard work-in-process may need to change.
In Toyota Japan, takt time could change monthly, with periodic review and adjustment. That had real consequences. Labor could shift between departments. In Toyota’s historical geography, with many plants located relatively close to one another, coordination of people, production control, and work design was more feasible than in many overseas situations.
That is a very different context from a company that calculates takt once, writes it on a board, and leaves the work unchanged.
The connection to JIT is this: Standardized Work helped align human work and machine work to demand. It was one of the mechanisms by which Toyota prevented overproduction and made abnormalities visible.
Again, that is not the normal function of an SOP.
Why It Is Hard to Copy
This is why Toyota Standardized Work is remarkably hard to implement in the same way outside Toyota.
The form itself is not complicated. The surrounding capability is the hard part.
You need work standards clear enough to know what quality and process conditions must be achieved. You need supervisors capable of teaching and improving work. You need enough process stability for timing to mean something. You need low enough equipment downtime for the standard cycle to be meaningful. You need the ability to observe work elements accurately. You need some grasp of motion study, time study, process capacity, and ECRS-style thinking. You need a kaizen process that lets people improve the standard. You need production control and takt thinking that connect the work to demand. You need discipline to distinguish different document types instead of calling everything standardized work.
Toyota built those capabilities over decades. The documents were systematized, trained, revised, exported, and adapted. But even then, the form did not stand alone.
A Standardized Work Chart without the surrounding system is easy to post and easy to ignore.
A Standardized Work Chart with the surrounding system becomes a powerful way to see work.
Why the Topic Is So Hard to Grasp
The difficulty is not that the form is visually complicated. It is not.
The difficulty is that Standardized Work sits at the intersection of many Toyota practices. Look at it from one angle and it resembles an instruction sheet. Look at it from another angle and it is a kaizen baseline. From another, it is a takt and JIT alignment mechanism. From another, it is a supervisor training and observation tool. From another, it is a way to expose process instability. From another, it is the visible surface above deeper technical Work Standards.
That is why the topic gets flattened.
Visitors see the chart. Consultants copy the chart. Training classes explain the three elements. Companies post documents. Auditors check compliance. And yet the deeper Toyota function is often missed.
The document mattered because of the role it played.
Not Just an SOP
So is Standardized Work an SOP?
If by SOP we mean “a document that tells people the standard way to do a job,” then there is some overlap. That is why the confusion persists.
But Toyota Standardized Work was more than that. It was a specific method for designing, teaching, controlling, observing, and improving repetitive production work in relation to takt time, sequence, and standard work-in-process. It connected Work Standards, Job Instruction, kaizen, JIT, and problem solving in one practical workplace mechanism.
That is why reducing it to “Toyota’s SOP” misses the point.
The deeper story is not that Toyota had better paperwork. The deeper story is that Toyota learned how to make work visible, teachable, repeatable, improvable, and connected to demand.
Posting the document does not create that system. It does not automatically create stability, quality, takt discipline, training capability, kaizen, or better results. In many companies, the posted form becomes a compliance artifact for audits — something maintained because an ISO, TS, or internal lean assessment expects to see it. It may look official. It may satisfy a checklist. But it does not necessarily help anyone see the work, improve the work, or solve problems.
At that point, Standardized Work has become what I sometimes call Lean Wallpaper: nice to look at, but with no real function.
That is the context I think has rarely been explained well enough. The later articles in this series will look at the pieces in more detail: the machine-shop origin, the three forms, process capacity, the combination table, the Standardized Work Chart, Work Standards, Job Instruction, kaizen, and the overall uniqueness of Toyota’s approach.
But the starting point is this simple correction:
Standardized Work is not just an SOP. It is one of Toyota’s most important ways of turning actual work into a standard condition for learning and improvement.
Series navigation: Next: The Machine-Shop Problem That Gave Birth to Standardized Work