Toyota Floor Management Development System (FMDS)日常管理板
Most shop floors have a board with numbers on it. Toyota's daily management board — known overseas as the Floor Management Development System — is built to do more than track them: it links company policy to the floor's daily work, and develops the people who do that work.
This guide explains what FMDS is, where the name comes from, how the board is built, and how it develops the people who run it. It builds on the encyclopedia entry at /reference/fmds, which carries the full reference detail.
1What FMDS Is
FMDS — the Floor Management Development System — is the daily-management structure that connects company policy to what the floor works on each day and carries the results back up. It runs on a board: each work group has one, and the group leader runs it daily. The link is hoshin kanri, Toyota's policy deployment — policy cascades down to the group-leader and supervisor level, two-way, with targets coming down and the floor's reality and commitments going back up. The board's columns are those hoshin categories: safety, quality, productivity, cost, and people development. FMDS is how the floor is tied directly into them, rather than the policy stopping at management.
Each column carries a few measures the group can move, tracked against a target, with every gap tied to a problem the group is working. Clear the measures and the shop's policy is met; meet the shop's and the company's is. Two things set it apart from an ordinary metrics board. It reads both ways — a number always traces up to a company aim and down to daily work. And it carries the word in the middle: development — the board is where the group's people are developed, and the group leader develops by developing them.
2From Daily Management Board to FMDS
In Japan the board has a plainer name: 日常管理板, the daily management board — literally, how you manage the day. The name says what it is. Manage the day, every day, against the standard.
Overseas, in English, it is called the Floor Management Development System — a more explicit name for the same thing. The longer name makes the intent clear: it is not simply a metrics tracking board. It is a system to obtain results while developing team members.
Through a wider lens, the longer name earns its place. The board does three things that form a chain: it develops people; the people carry out the activities — the 3 Pillar work that is the substance of the job; and the activities move the metrics that show the result. Problem solving runs through all of it. The system is not the metrics, the activities, or the development on their own — it is the connection between them: develop the people, who do the work, which gets the result, and solve the problems that surface along the way.
3The Board's Structure
The board connects a work group to the company's overall objectives, translated into the metrics appropriate for its area. That connection runs both ways — policy and targets come down, results and reality go back up. What lives on the board itself is a specific structure.
The board is a matrix. Across the top, the columns are the hoshin categories — safety, quality, productivity, cost, human resource development. Down the rows, each column is broken into levels that move from the outcome the company needs to the daily work the group does against it.
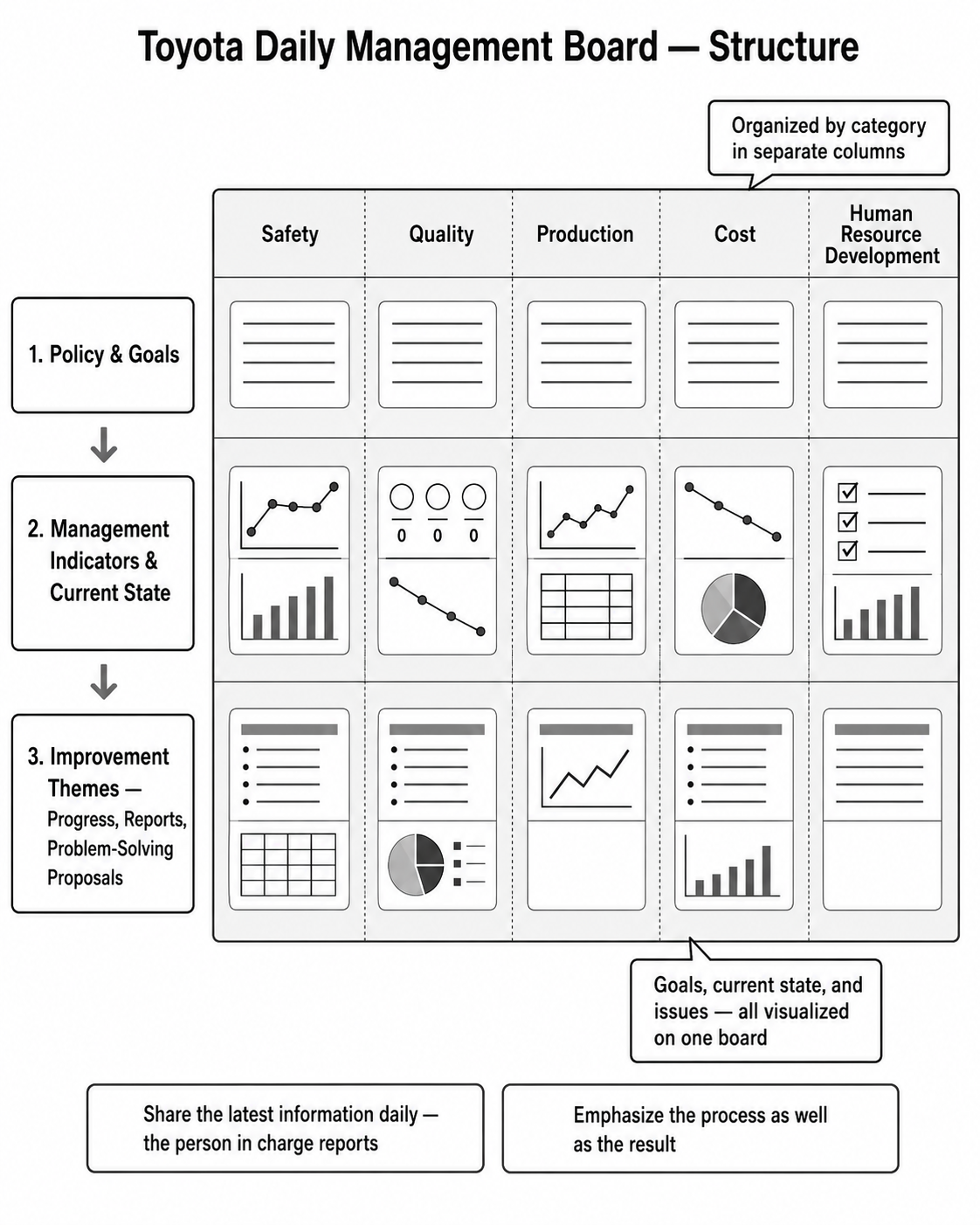
In a Japanese book on the daily management board, former Toyota supervisors from OJT Solutions describe two levels within each column. The first is what they call the management point: the outcome trend the group watches to know whether policy is being met — a monthly count of packaging defects, say. The second is the inspection point: the cause trend the group watches to know whether its improvement work is having an effect — a daily count of equipment-trouble cases, if equipment trouble is what drives the defects. The management point watches the result; the inspection point watches the lever.
Their quality example makes the logic concrete. A factory set its workplace policy as "zero defects by end of March." Investigation showed that packaging defects and foreign-object contamination were the most common types, so those became the management point. Further investigation found that the cause was equipment trouble, so equipment-trouble cases became the inspection point. The group tried one countermeasure for a week; defects did not drop much. They switched to another; equipment trouble decreased and defects followed. They continued adjusting daily while recording the trend. The inspection point tracked the cause, the management point tracked the result, and the countermeasure connected the two.
Some plants — particularly overseas or less mature ones — formalize the board's rows further. A common format uses four named levels: Main KPI (outcome, linked directly to hoshin), Sub KPI (breakdown to countermeasure level, spikes annotated), Activity (the specific improvement work, with evidence of PDCA), and Activity KPI (result of the activity, with a logical connection back to the Sub KPI). Each level has explicit standards: targets specified, abnormalities marked, responsible person named. The structure keeps the board from carrying items too vague to act on. A plant with experienced group leaders and a strong daily-management habit may work with fewer formal levels; the principle — outcome, cause, action, result — is the same, but the degree of prescription varies with the site's maturity and the nature of the measurement.
4The Board and the Daily Rhythm
The board is not read once and left alone. It runs on a daily cycle — or more precisely, two cycles that operate together.
The first cycle manages the indicators. Each day, the person in charge records the current data on the board — by hand, not printed. The group updates the management point and inspection point, checks them against the target line, and sees whether today's condition is normal or abnormal. If the numbers are on track, the standard holds. If they are off, the gap is visible and the group knows it.
The second cycle works the problems that the first cycle surfaces. When the indicators show a gap, the group investigates the cause, develops a countermeasure, carries it out, and checks whether it moved the inspection point. This is not a separate activity — it is what the board exists to drive. The indicators make the problem visible; the second cycle makes sure someone is working it.
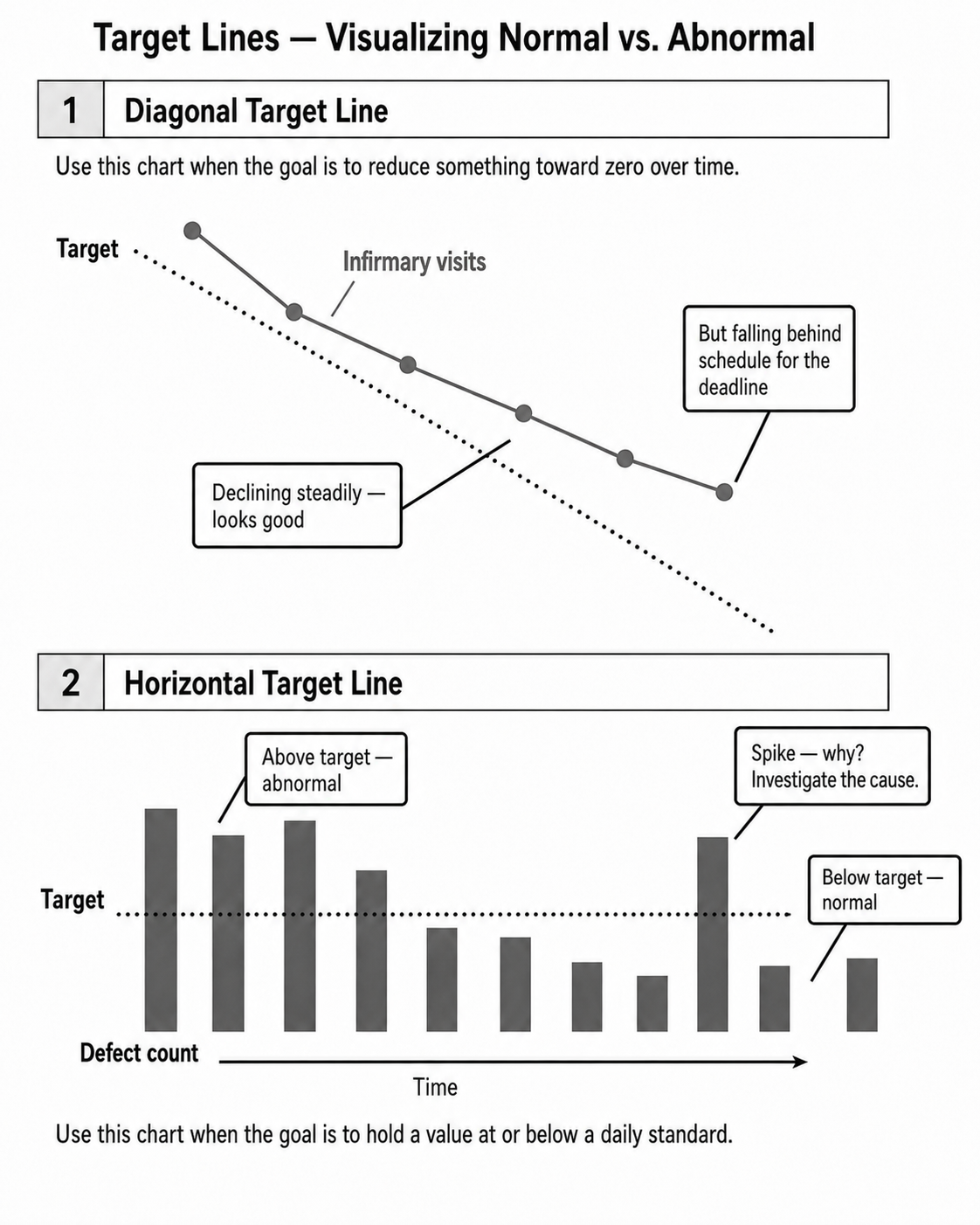
Two types of target lines make normal and abnormal visible at a glance. A diagonal target line is used when the goal is to reduce something over time — bring defect counts toward zero by a deadline, for instance. The line slopes down, and each day's data point is checked against where the line says you should be by now. A horizontal target line is used when the goal is to hold a value at or below a standard every day — keep equipment-trouble cases under a threshold, say. One watches a trend; the other watches a level. Both make the gap between actual and expected obvious without analysis.
The board's physical design reinforces the rhythm. It is large — several sheets of poster paper — and posted on a wall in a high-traffic location where everyone passes. It is not tucked in an office. The person in charge writes the data by hand; this is deliberate, not a holdover from before computers. Writing forces the person to look at the numbers, notice what changed, and take ownership of what they are recording. For each improvement theme, the board shows who is responsible, what they are doing, and by when. When someone stands in front of the board, others stop and look, and conversation about the work starts without being scheduled.
5How FMDS Embodies Problem Solving
The board is not a tracking board. It does not exist to record what happened yesterday. It exists to flag problems and initiate problem solving on the work the group does every day.
When an indicator goes abnormal — a spike above the target line, a trend falling behind schedule — that is a signal. The group leader uses it to initiate investigation: define the problem in detail, analyze the root cause, develop and implement a countermeasure. If the countermeasure works, the trend lines move in the right direction. If they do not, the board shows that too, and the cycle continues. This is PDCA directed by the group leader with team member involvement.
A dedicated structure on the board supports this: the Focus Activity. When the indicators surface a gap that requires sustained work rather than a quick fix, the group leader opens a focus activity — problem defined, cause analyzed, countermeasure planned and executed, result checked. This is displayed on the board so the work is visible and does not disappear between shifts or meetings.
The board also handles Change Point Management — a structured way of managing 4M changes (man, method, material, machine). When something changes in the group's work — a new team member, a revised process, a different material, an equipment modification — the group leader documents what changed, what the risk is, who is responsible for managing it, and when the change condition will end. Change points are where defects, safety incidents, and instability most commonly start. Managing them explicitly prevents surprises from becoming problems.
6Developing People Through the Board
The board develops people at every level — the group leader who runs it and the team members who work against it. Often, however, the challenge is not only at the group and team level — it is with management above the group leader as well. Managers and assistant managers who have not worked with the board before may not know how to interact with it — what to look for, what questions to ask, how to coach rather than just check numbers. At many overseas facilities new to FMDS, Toyota has created dedicated training environments called FMDS Skills Dojos, where managers at every level learn and practice how to use the board: how to read what it is telling them, how to provide value in a positive manner — praising results, correcting when standards are not followed, entrusting problems to the right people — and how to support the group leader rather than bypass them.
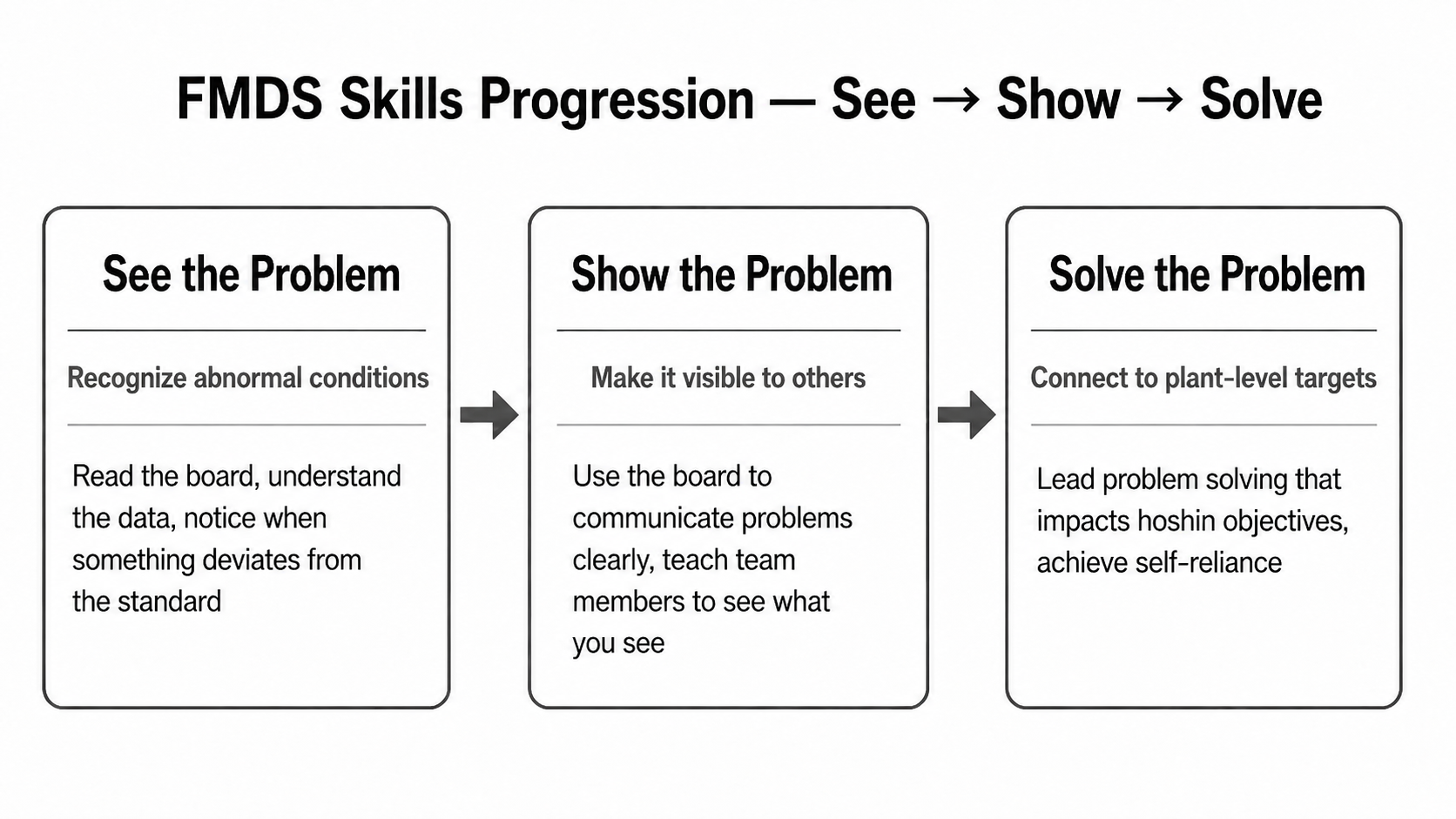
For the group leader, development follows a progression: See the Problem (learn to read the board, recognize when conditions are abnormal), Show the Problem (make problems visible to others, teach team members to see what the group leader sees), and Solve the Problem (connect shop floor problem solving to plant-level targets, achieve self-reliance). This is not instant. It is built over years through daily use of the board.
For team members, the board is where classroom skills meet real work. Over the course of their careers at Toyota, team members attend training in standardized work, kaizen, and problem solving. The board is where they are expected to put those skills to work on actual problems — not exercises, but the gaps and abnormalities their own group is facing. When a group leader assigns a specific problem to a team member, that person investigates the cause, develops a countermeasure, and follows it through. The board tracks who is working what and whether the result moved. The development happens in the doing, and the board makes it visible.
7A Realistic Example
A connecting-rod machining line was showing an increasing level of scrap. The management point — monthly scrap trend — was moving in the wrong direction, and the board made it visible.
The group leader initiated investigation. The inspection point — scrap by operation — showed that surface grinding was the source. Process capability data narrowed it further: three of the eight fixtures were producing abnormally high scrap. As a short-term countermeasure, those three fixtures were locked out. This stopped the scrap but created a throughput problem — the line now had to meet its volume target with five fixtures instead of eight.
A team member investigating the locked-out fixtures noticed that the guarding on the fixture clamps was insufficient. Coolant and swarf were leaking onto the springs that held the part in position. The spring tension had drifted from the designed standard, causing the part to deflect under the grinding wheel and produce scrap.
Maintenance fabricated better covers for the three fixtures and installed them over a weekend. Once reinstalled, the scrap trend returned to the target level — the inspection point confirmed the countermeasure worked. Each fixture returning to service was a change point: the board tracked it through change point management — what changed, what the risk was, who was responsible for confirming the result, and when the change condition would end.
But the remaining five fixtures had the same spring-and-guard design, and the group recognized they were at risk of the same failure. The long-term countermeasure was to convert all eight fixtures from springs to hydraulic clamps, eliminating the failure mode at a more fundamental level. This was not trivial work. The clamp redesign required engineering time, coordination across maintenance and production, and was implemented over a spring shutdown. It could not be done on a weekend.
The sequence matters. Locking out the fixtures stopped the bleeding. The covers were low cost and could be done quickly — they restored throughput while the permanent countermeasure was planned. The hydraulic conversion eliminated the root cause but required a shutdown to implement — the group waited for the spring break to install it. Each level of countermeasure earned the time for the next. The board tracked all of it — the short-term lockout, the cover installation, the long-term conversion — so nothing was forgotten and the group could see where they stood at every point.
This was not a one-person problem. The team member identified the problematic fixtures using a tracking check sheet and process capability data, then investigated further and found the contaminated springs and insufficient housing guards. The team leader coordinated the daily work around the locked-out fixtures. The group leader directed the investigation and kept it connected to the board's metrics. Engineering designed the hydraulic conversion. Maintenance fabricated the covers and executed the retrofit. The board was the central point of communication — where the scrap trend was tracked, where the countermeasure status was visible, and where the daily huddle happened when the team needed to coordinate.
8Summary
FMDS — the Floor Management Development System — is Toyota's daily management board with the development half put more prominently in view. It connects company policy to the floor's daily work through a matrix of hoshin categories and layered indicators. It runs on two daily cycles: one that manages the indicators, and one that works the problems those indicators surface. It is not just a tracking board — it tracks results, but with the intent of flagging abnormalities, initiating problem solving, and developing the people who do that work. And it develops people at every level, from the managers who learn to coach through it, to the group leaders who build their capability by using it, to the team members who put their skills to work on real problems the board has raised.
For the full reference detail, see the encyclopedia entry at /reference/fmds.