Ask Art
"Does Toyota do value stream mapping?"
Does Toyota Do Value Stream Mapping?
Short answer: It depends on what you mean. Toyota does not draw LEI-style value stream maps, does not train them internally, and does not post them in facilities. But Toyota developed the practice that value stream mapping is based on — Material and Information Flow Analysis (MIFA) — and a small number of specialists still use it in supplier support and production control. Most Toyota employees have never drawn one and don’t need to.
What Visitors Expect vs What They Find
Many lean practitioners who visit Toyota expect to see value stream maps everywhere. They tour the plants and ask: where are the value stream maps? Toyota personnel typically respond: “We don’t use those.”
This surprises people. But the devil is in the details.
What Toyota Actually Does
Toyota’s internal improvements for decades — and continuing today — came through standardized work, kaizen, JIT, and other traditional means. Toyota had the ability internally to create flow lines, pace to takt time, organize work by standardized work, and do leveling (heijunka) through innate capability built up over many years.
Some people drew “maps,” but they were nothing official and often looked more like this:
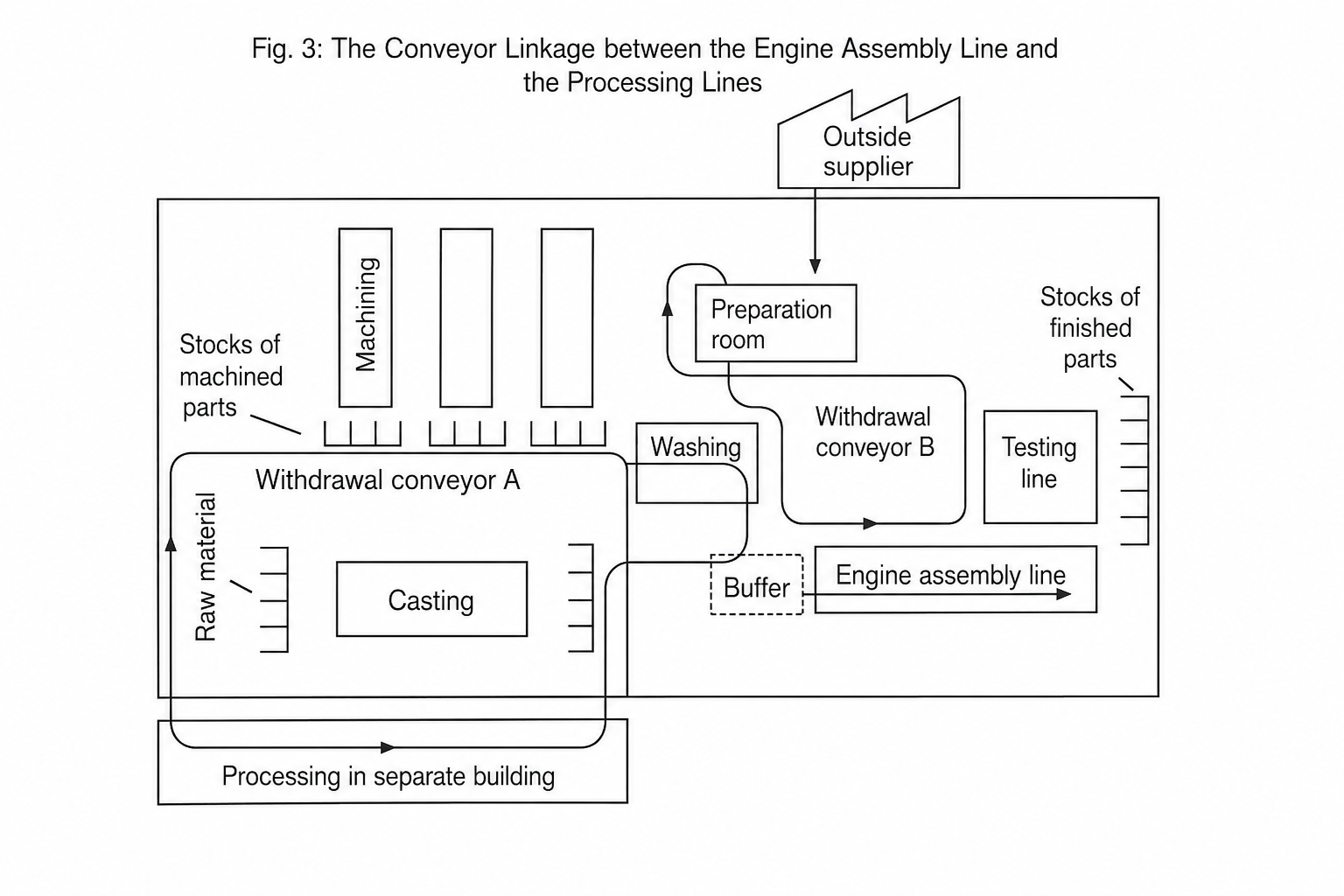
This is very typical of the kind of diagram a Toyota person might have drawn in the 1960s, 1970s, or even 1980s. But look carefully — it is not a value stream map. It does not have scheduling information, process times, lead times, or information flow. It is a valuable general process map showing a layout, inventory stores, and material handling flow. It is not even what Toyota would call a Material and Information Flow Analysis.
Who Does Draw MIFA Maps Inside Toyota
Very few people are trained to draw Material and Information Flow Analysis maps inside Toyota. They typically work in supplier support organizations or production control. It is a specialized skill that 99% of Toyota employees don’t need, and is therefore not trained broadly.
When they do draw one, it looks like this. The example below comes from training I received from the Operations Management Consulting Division (生産調査部, Seisan Chōsa Bu) in the early 1990s:
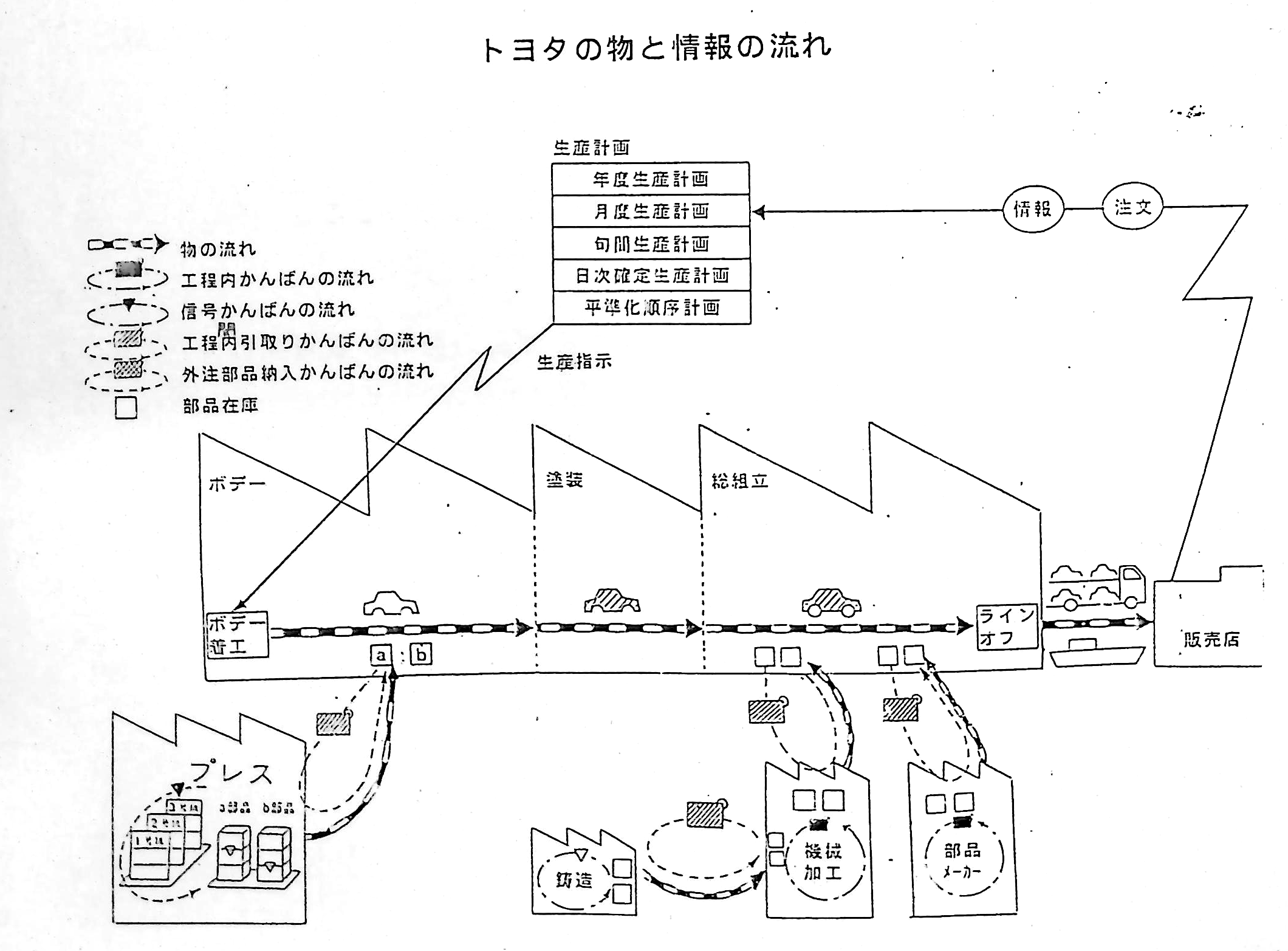
The title reads “Toyota’s Material and Information Flow” (トヨタの物と情報の流れ). Unlike the informal layout sketch above, a MIFA maps both the material flow and the information flow that schedules it: the production planning hierarchy at top — annual, monthly, ten-day, daily-firm, and leveled-sequence plans — the production instruction issued to body, paint, and final assembly, the flow through the plant to line-off and shipping, and the kanban loops connecting the feeder and supplier processes back to the line. The legend at left defines each flow and each type of kanban.
Notice what it still does not have: process boxes with data boxes drawn beneath them, the way value stream maps are laid out in Western textbooks. Toyota’s version shows the shops as buildings and reads the timeline through the planning hierarchy and kanban loops, not through a row of process-and-data boxes.
This is also a high-level, vehicle-plant view — the concept of material and information flow across the whole plant, with kanban pull loops for stamping, outside parts suppliers, machining, and casting. More detailed maps can be drawn below this level, and inside Toyota they are: a map is drawn to whatever level the problem requires, not forced to a single one-size-fits-all level. The level you choose to map at is itself worth reflecting on.
Why Value Stream Mapping Still Matters
Most companies are not like Toyota. They don’t have the history or the built-up capability that Toyota developed over decades. Most people need a way to get started — and a tool like value stream mapping is highly useful for beginners learning to see flow, waste, and the gap between lead time and processing time.